by cecr | Nov 11, 2025 | Uncategorized
The digital gambling landscape in Australia has transformed significantly over recent years, with online casinos becoming increasingly popular among players seeking convenience and variety. An online casino offers a comprehensive selection of gaming options from the comfort of home, ranging from classic table games to innovative slot machines. For Australian players, finding a reliable platform that complies with local regulations while providing excellent entertainment value is essential. The industry has matured considerably, and today’s operators deliver professional services with robust security measures and fair gaming standards.
Understanding what makes a quality digital gaming platform requires knowledge of key features such as game variety, payment methods, customer support, and licensing credentials. Players in Australia now have access to platforms like Wolf Winner Casino, which offers diverse gaming experiences tailored to local preferences. The evolution of mobile gaming technology has further enhanced accessibility, allowing players to enjoy their favourite games across multiple devices. This guide explores the essential aspects of selecting a trustworthy gaming venue and highlights what Australian players should consider when engaging with digital gambling platforms.
Key features of reputable online gaming venues
A trustworthy digital gambling platform distinguishes itself through transparent operations and comprehensive player protections. Licencing from recognised authorities such as the Kahnawake Gaming Commission or equivalent regulatory bodies ensures that operators maintain strict standards for fairness and security. Australian players should prioritise venues displaying valid gaming credentials prominently on their websites, as this indicates compliance with international gaming standards and responsible gambling practices.
Security infrastructure represents another critical dimension of platform selection. Modern gambling websites employ encryption technology, typically SSL certificates, to protect player financial information and personal data. The implementation of secure payment gateways prevents unauthorised access and ensures that transactions remain confidential throughout the betting process. Additionally, reputable operators conduct regular security audits and maintain transparent privacy policies that clearly explain how player information is collected, stored, and utilised.
Game variety and entertainment options
The breadth of gaming content available on digital platforms directly influences player satisfaction and engagement. Contemporary venues offer hundreds of titles, including progressive jackpot slots, live dealer games, video poker, and classic table games such as blackjack and roulette. Software providers such as Microgaming, NetEnt, and Pragmatic Play ensure that game libraries remain fresh and technically advanced. Many platforms feature dedicated live casino sections where professional dealers conduct games in real-time, creating an immersive experience comparable to traditional establishments.
Thematic diversity also matters significantly. Players can enjoy games based on popular films, television shows, and cultural phenomena, with many titles featuring innovative bonus mechanics and interactive elements. Wolf Winner Casino withdrawal options demonstrate how leading platforms integrate entertainment with functional banking services, enabling players to access winnings conveniently. Seasonal promotions and limited-time game releases maintain player interest and encourage regular engagement with the platform.
Payment methods and financial accessibility
| Payment Method |
Processing Time |
Fees |
Security Level |
| Credit/Debit Cards |
1-3 days |
Variable |
High |
| E-wallets |
Instant to 24 hours |
Low |
Very High |
| Bank Transfers |
2-5 days |
Low |
High |
| Cryptocurrency |
Instant to 1 hour |
Variable |
Very High |
Australian players benefit from multiple deposit and withdrawal options that accommodate different preferences and financial situations. Leading platforms accept major credit cards, electronic wallets such as PayPal and Skrill, bank transfers, and increasingly, cryptocurrency payments. The availability of diverse payment methods reflects operator commitment to accessibility and player convenience. Processing times vary depending on the chosen method, with digital wallets typically offering faster transactions than traditional banking channels.
Withdrawal procedures deserve careful consideration when selecting a gaming venue. Reliable operators process withdrawal requests promptly and transparently, with clear terms regarding minimum and maximum amounts. Many platforms establish verification processes to prevent fraudulent transactions and comply with anti-money laundering regulations. The ability to withdraw funds through the same method used for deposits simplifies financial management and provides additional security assurance.
Regulatory framework for Australian players
The legal landscape governing online gambling in Australia differs from many other jurisdictions, with the Interactive Gambling Act of 2001 serving as the primary legislative framework. This legislation prohibits Australian operators from offering online casino services to residents, which means players typically use internationally licensed platforms that operate outside Australian jurisdiction. Understanding this regulatory distinction helps players make informed decisions about venue selection and legal compliance.
Players should seek platforms licensed by overseas authorities recognised for stringent gaming standards. Jurisdictions such as Malta, Gibraltar, and Curacao have established reputations for rigorous operator oversight and player protection requirements. Platforms like Ripper Casino for real money demonstrate how international operators provide legitimate gaming services to Australian players while maintaining compliance with their licensing authorities’ requirements. This regulatory separation ensures that players can engage with entertainment services while operators remain accountable to independent authorities.
Promotional offers and player incentives
| Promotion Type |
Typical Value |
Wagering Requirements |
Eligibility |
| Welcome Bonus |
100-500 AUD |
25x to 50x |
New players |
| Free Spins |
10-100 spins |
Variable |
All players |
| Reload Bonus |
50-200 AUD |
20x to 40x |
Returning players |
| Loyalty Rewards |
Variable |
None |
VIP members |
Welcome packages serve as important decision factors for new players evaluating different platforms. Attractive sign-up bonuses typically include deposit matches and complimentary spins on selected games, providing additional playing capital and extended entertainment time. Understanding wagering requirements proves essential, as these conditions determine how many times bonus funds must be played through before becoming withdrawable. Transparent operators clearly communicate bonus terms and conditions before players commit funds.
Beyond initial offerings, ongoing promotions maintain player engagement and reward loyalty. Reload bonuses, seasonal campaigns, and special tournament events create repeated incentives for continued participation. Loyalty programmes recognise consistent players through points accumulation, exclusive perks, and VIP tier benefits. These structured rewards demonstrate operator commitment to long-term player relationships rather than merely acquiring new customers.
Customer support and player assistance
Responsive customer service distinguishes premium platforms from mediocre operators. Leading venues provide support through multiple channels including live chat, email, and telephone lines, with availability extending to evenings and weekends. Professional support teams receive training to address technical queries, account issues, and general gaming questions with efficiency and courtesy. Average response times for live chat typically range from seconds to minutes, while email inquiries generally receive replies within 24 hours.
Knowledge bases and FAQs complement direct support channels by offering self-service options for common questions. Detailed guides covering account registration, deposit procedures, and game rules empower players to find solutions independently. Multilingual support ensures that international players, including those from diverse Australian communities, can communicate comfortably and receive assistance in preferred languages.
Responsible gambling practices and player protection
Ethical operators prioritise player wellbeing through comprehensive responsible gambling measures integrated throughout their platforms. Self-exclusion options allow players to voluntarily restrict account access for specified periods, while deposit limits enable players to control spending. Reality checks and session time reminders help players maintain awareness of their gaming activity and time spent on the platform. These tools demonstrate operator recognition of potential gambling-related challenges and commitment to supporting player autonomy.
Partnerships with gambling addiction support organisations, such as Gamblers Help in Victoria, indicate platform commitment to addressing problem gambling at community level. Clear signposting of helpline numbers and support resources throughout the platform ensures that players experiencing difficulties can readily access assistance. Operators also maintain strict age verification processes to prevent underage gambling and comply with relevant consumer protection legislation.
Essential considerations for game selection
- Verify return-to-player percentages for slots and table games to understand long-term payout expectations
- Explore demo or free-play modes to familiarise yourself with game mechanics before wagering real money
- Review game rules and paytables thoroughly to understand bonus features and win conditions
- Consider gameplay preferences, whether you favour high-volatility games with larger potential wins or lower-volatility options with more frequent smaller payouts
- Check software provider credentials and game certifications from independent auditing firms that verify fairness and randomness
- Look for games featuring progressive jackpots if you’re interested in pursuing substantial individual wins
Digital gaming platforms have established themselves as legitimate entertainment venues offering Australian players safe, regulated, and entertaining experiences. The combination of game variety, secure payment systems, responsive customer support, and responsible gambling measures creates comprehensive gaming environments. Success in selecting an appropriate platform depends on identifying venues that prioritise player protection, maintain transparent operations, and demonstrate commitment to fair gaming standards. As the industry continues evolving, players can expect increasingly sophisticated technology, expanded game libraries, and enhanced player-focused features that further elevate the entertainment experience available through online venues.

Railway Minister Flags Off Indigenous Transporter To Expedite Construction Of Viaduct
by cecr | Oct 7, 2021 | News
To expedite the construction of viaducts for Mumbai-Ahmedabad High Speed Rail corridor, Union Railway Minister Ashwini Vaishnaw flagged off an indigenously designed and manufactured equipment. The span launching equipment Straddle Carrier and Girder Transporter of 1,100 MT capacity has been indigenously designed and manufactured by Larsen & Toubro (L&T) at Kanchipuram in Tamil Nadu, officials said.
Vaishnaw said, “This will expedite construction of high speed railway (HSR), as is the proven technology in metro and similar projects. Work has already begun on 325 km (in Gujarat) out of 508 km corridor between Mumbai and Ahmedabad. “This project will also improve the skill set in various rail construction technologies. Japanese counterparts will provide training to National High Speed Rail Corporation Limited employees and also to contractors. More than 6,000 workers are already working at various construction sites for the project, thus creating employment opportunities for the local youth,” he said.
Vaishnaw further stated that the Mumbai-Ahmedabad High Speed Rail project is expected to create more than 90,000 jobs in this area, including 51,000 jobs for technicians, skilled and unskilled workers.
Tunnel Liner For Niagara Tunnel Facility Project
by cecr | Sep 6, 2021 | Construction Chemicals And Materials
|
Martin Herr
Managing Director
AGRU Plastic Technology Pvt. Ltd.
www.agru.at
|
Protection Against Water Ingress Through Tunnel Liner
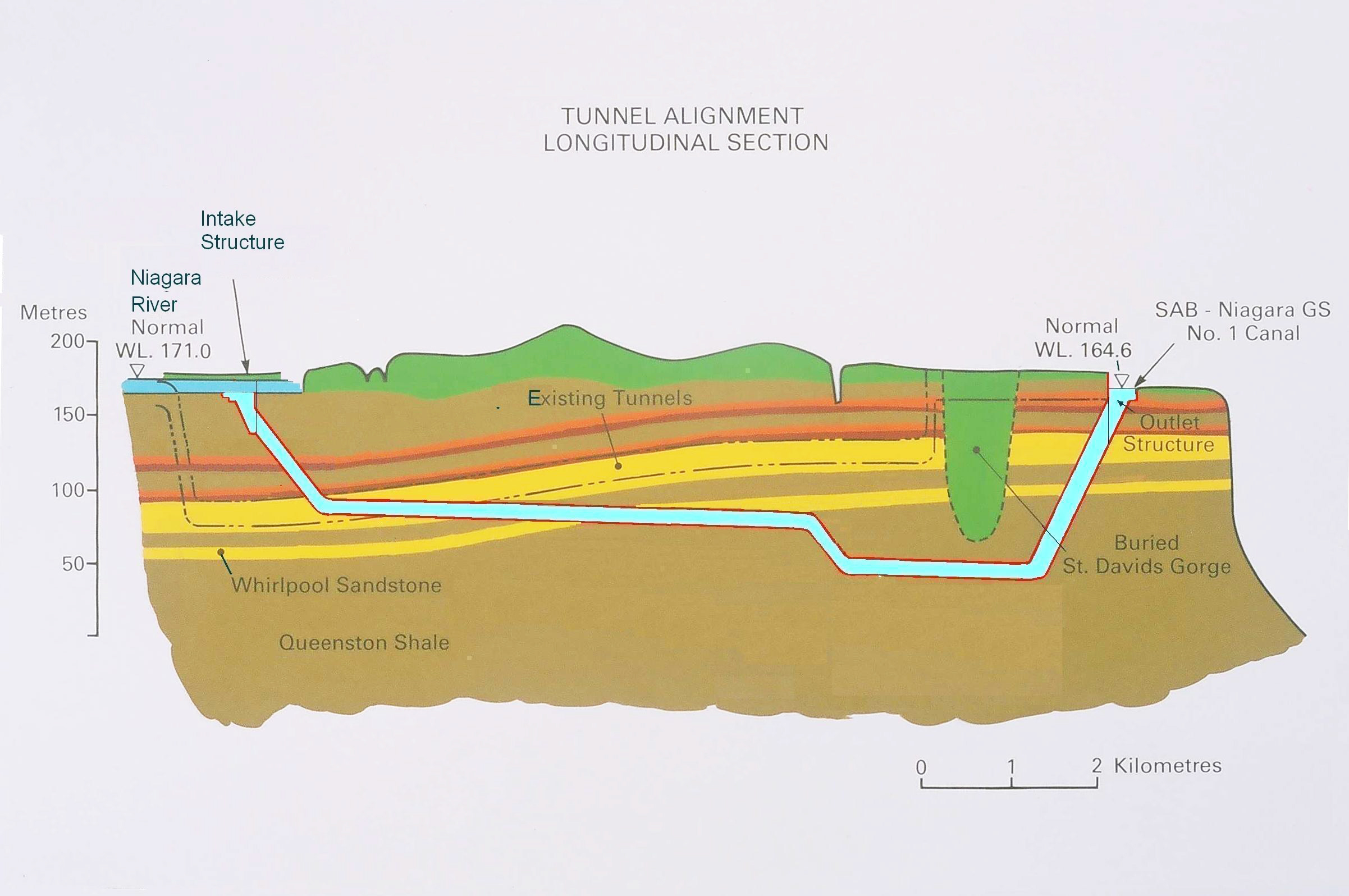
For more than 250 years the forces of the Niagara River have been harnessed. In the beginning of the 20th century, Sir Adam Beck had the vision to make use of the maximum drop height and therefore a 20km long hydro canal was built. It abstracts water upstream of the falls and ends below the rapids of the Niagara River. The Sir Adam Beck Generating Station #1 with a drop height of 89 m was commissioned in 1922. It was further expanded in the 1950s. Two tunnels have been supplying water to the Sir Adam Beck Generating Station #2 since 1954.
Niagara Tunnel Facility Project
Significant expansions have been implemented from 2006 till 2013 in form of the Niagara Tunnel Facility Project. The tunnel begins above the falls, passes beneath the city of Niagara and ends after 10.6km at the Sir Adam Beck Complex.
Geological conditions were challenging from the start. The tunnel boring machine had to drill through the Queenston Formation, which consists of different layers of sandstone and shales. The Queenston shale which expands when continuously soaked with water is especially critical. As a result, this could cause displacements of geological formations which could ultimately lift the ground above the tunnel and/or induce earthquakes. Consequently, an absolutely leak-tight sealing system for the tunnel was required.
Project: Niagara Tunnel Facility Project Products:
VLDPE tunnel liners 3.0 mm with signal layer
Tunnel Lining Systems
The application of polymeric geomembranes in tunnel sealing has been state of the art for many years. Especially critical is the vulnerability of the tunnel liner during the installation and construction process, where damages occur regularly. Such damages are very difficult to recognize and are therefore frequently only found when leaks occur after everything is finished. In this case repair is only possible using complex injection and backfilling procedures. These operations are expensive and sometimes not successful.
Ensuring Leak Tightness
Due to the stringent requirement that water from the tunnel must not come in contact with the Queenston Shale, a reliable system was required to detect any damages of the liner. As a result, a new multi-layer geomembrane, which consists of flexible polyolefin, was developed by AGRU in cooperation with STRABAG and ProGeo.
This new type of tunnel lining system features an inside layer of electro-conductive polyethylene. Moreover, it is laminated with an electro-conductive geotextile. In order to check the integrity of the geomembrane, both layers are connected with a special monitoring device. An automatic procedure continuously increases the voltage to 10.000 Volts, which is only possible if the main body of the tunnel liner is fully intact. In case that the liner is damaged, electricity will flow between the two electro-conductive layers and the voltage will discharge. The 10.000 Volts were chosen under consideration of the electric strength of polyethylene. As a result, this method will not only detect holes but also a significant reduction of the wall thickness.
While currently available electrical methods require a film of water to form an electro-conductive layer, this new and innovative system offers the possibility to inspect the full surface of the tunnel liner in dry conditions. Other methods can only detect damages when water has entered into the defective area.
In case the damages are detected in the tunnel liner there is the possibility to increase the voltage to 14.000 Volts. As a result, continuous sparks will connect the two electro conductive layers in the damaged area. This causes a local increase of the temperature. Afterwards, the exact position of the damage can be located by means of an infrared camera.
With this new development, it is possible to identify even the smallest damages (pinhole size) at an early stage during the installation process of a tunnel lining system. Therefore, repair work is possible before casting the inside concrete structure.
Thanks to the excellent cooperation with STRABAG and ProGeo this system is currently applied successfully in the hydro tunnel at the Niagara Falls. The application of this method is not limited to tunnel, it could also be used in various other applications such as water reservoirs, tanks, flat roofs, etc. for leak detection.
Liebherr Fast-Erecting Crane On The Island Of Mainau
by cecr | Sep 6, 2021 | Construction Equipments
The island of Mainau in Southern Germany is known as Lake Constance’s ‘flowering isle’ and shares its stunning vegetation with visitors from all around the world. Amongst its many attractions, the island is home to Germany’s second largest butterfly house and its world-famous rose garden. It is here that a 20-metre-long section of a historic wall suffered damage through ill-fated building work.
In order for the restoration to begin, all damaged pieces of wall have to be lifted separately and removed. The stone masonry and sculpture company Eduard Schnell decided on a Liebherr L1-24 fast-erecting crane to carry out this work. It is being provided by the Liebherr rental fleet based in the Upper Swabia – Lake Constance area. Markus Zeiler, Head of Gardens at Mainau GmbH, emphasises, “It was important to us that everything related to this project runs smoothly. We ensure that everything we do here on Mainau is absolutely environmentally responsible and doesn’t interfere with the visitor experience.” So, in addition to its technical specifications and reliability, the crane’s multi-award-winning design was also one of the criteria for choosing the L1-24.
Unusual Assembly: The L1-24 is Erected on the Backfill of a Historic Rampart Wall on the Island of Mainau.
A Different Kind Of Building Site
In the run-up to the crane’s assembly, all those involved were made aware that conditions would be different from those on an average construction site. Before assembly began, the ground under where the crane was to be installed was assessed by the BfB-BürofürBaukonstruktionen in Karlsruhe, as the crane was to be positioned directly on top of the backfill of a historic rampart wall and useful information regarding the walls and their backfill wasn’t available.
Access arrangements were also clarified in detail. The site can only be reached via a bridge, the weight limit of which is insufficient for a tractor vehicle towing ballast and the crane. On the day of assembly, the fast-erecting crane was transported over the bridge using one of Mainau’s own tractors, towed past the castle and then assembled by service technicians at the Liebherr site in Stockach. As the condition of the substrate couldn’t be specified with absolute certainty, the best possible precautionary measures were taken. Large-format steel plates were placed under the supports to keep the corner pressure points as minimal as possible. The crane was also positioned as far as possible from the collapsed section of wall.
Renovation of a Heritage Wall on the Island of Mainau with the Help of a Liebherr L1-24.
Safety First
As the island of Mainau is now open to the public again, additional safety measures were put in place regarding visitors. Liebherr’s sales and rental partner had an ABB operating range limiting system installed in the crane specifically for this purpose. Thanks to the fast-erecting crane’s state-of-the-art control system, this was programmed on site in no time at all. The ABB system prevents the crane from overshooting defined areas with its load. This means that the stone masonry company’s employees can go about their work knowing the safety of the island’s visitors is ensured. It will be several months before the historic wall is restored to its former glory. Until then, the island of Mainau has an extra attraction – a L1-24 fast-erecting crane.
Liebherr Tower Cranes Division
More than seven decades of experience have made Liebherr a recognised specialist for lifting technology on all types of construction sites. The range of Liebherr Tower Cranes encompasses an extensive selection of high-quality tower cranes that are used worldwide. This includes fast-erecting, top-slewing, luffing jib and special-purpose cranes as well as mobile construction cranes. In addition to these products, Liebherr also offers a wide range of services that complete the company’s portfolio: Tower Crane Solutions, Tower Crane Customer Service and the Tower Crane Center.
For further information,
visit: www.liebherr.com
New Product Launch
JCB India Introduces Its New Range Of CEV Stage IV
Compliant Wheeled Construction Equipment Vehicles
by cecr | Sep 6, 2021 | Construction Equipments
|
Deepak Shetty
CEO and Managing Director
JCB India
www.jcb.com
|
India’s leading manufacturer of Construction Equipment Vehicles, JCB India, launched its all-new range of CEV Stage IV compliant Wheeled Construction Equipment vehicles. The launch of these machines makes JCB India the first company in the Industry to have brought in the CEV Stage IV Emission Standards across its range of Wheeled Machines.
The range includes the 3DX Plus and the 4DX Backhoe Loaders, the VM117 Soil Compactor, the 530-70 and the 530-110 Telehandlers with Engines complying with the new Emission Norms. For bulk handling, three new Wheeled Loaders, the 433-4, the 437-4 and the 455-4 were also launched with new Engines.
At an event held at Jaipur, the CEO and Managing Director of JCB India, Deepak Shetty said, “Sustainable growth has always been one of the cornerstone of our operations. We welcome the introduction of CEV Stage IV Emission Standards for Wheeled Construction Equipment Vehicles. This new range is our strong commitment towards the environment and sustainability. In addition to being lower in Emissions, these machines are also more fuel-efficient, thus reducing the total cost of ownership of the equipment”
The machines come with JCB’s advanced Telematics technology called JCB Livelink. This revolutionary technology gives real-time updates about the machine’s performance, its operating and health parameters in addition to its location. They can be geo-fenced, time-fenced and can be located through GPS. To date, approximately 1,80,000 LiveLink enabled JCB machines have been sold. This has changed the way customers manage their fleet.
Further, JCB’s Intelli-Diagnostic technology helps in accurate fault-finding through a digital interface. Additionally, Genuine Parts can also be ordered online through the JCB Parts Mobile Application.
Deepak Shetty further said, “With infrastructure projects requiring round-the-clock operations, we realised the importance of our customers being able to remain in touch with their fleet at all times. JCB Livelink has made that possible. Our investments in integrating digital technology in our products have made the experience of owning a JCB product truly world-class, and this will only increase in the times to come”
The event took place at JCB India’s state of the art factory at Jaipur. Commissioned in the year 2014, it is JCB’s youngest manufacturing facility in India and makes Backhoe Loaders, Mini Excavators, Skid Steers, Telehandlers and the new Access range of machines.
He added, “Many of the products launched today are going to be manufactured at JCB Jaipur. We are proud to have created a young, vibrant and gender diverse manufacturing facility where all job roles are gender-neutral. Currently, almost 35% of the workforce on the shopfloor comprises of women, and machines manufactured in Jaipur are exported to over 55 countries. The facility is built around a strong Sustainability model as it has Zero Discharge and makes ample use of Solar Power.”
The transition from BS (III) to CEV Stage IV Emission Standards requires a significant step- change in technology and JCB continued its investments despite the pandemic. Various programmes have been undertaken by the company in developing the skills across its Product Support network over the past few months to ensure that customers get world-class product support. The machines have been engineered in India, keeping in mind the need of Indian customers. They have been tested and validated across the country for almost 1,00,000 hours.
The new Backhoe Loader range has the new 3DX Plus, 3DX Super, 3DX Xtra & 4DX to address the needs of a variety of applications and come with 30 innovative features. The new 3DX plus is 7% more fuel-efficient and has up to 8% higher digging forces for better performance. In Plus mode, the machine has 25% more productivity at the excavator end versus Economy mode. With a 15% lower maintenance cost, the machine provides an excellent return on investment. The 4DX Backhoe Loader on the other hand is 12% more fuel-efficient and comes with a Smooth Ride System (SRS), AMT & servo controls on Excavator end as standard.
Of the three Wheeled Loading Shovels introduced, the 433 – 4 comes with a JCB ecoMax 444 engine and ZF axles & transmission. With an improved output of up to 8% and an enhanced fuel efficiency of up to 10%, this new machine is also lower on maintenance and comes with a 15% bigger cabin.
The larger 437-4 is fitted with a JCB 448 eco max engine and a ZF Germany WG 130 transmission. The new model is up to 10% more fuel-efficient as compared to the outgoing model and has a bigger Cabin for Operator comfort with lower maintenance cost.
And the 455-4 has a Cummins engine, ZF Germany Axles and a WG 190 Transmission. With an increased output of up to 5% in Power mode and a fuel efficiency improvement of up to 10%, this machine is designed to perform in the most arduous of applications.
JCB also introduced the new VM 117 Soil compactor which is powered by a 55 kW JCB ecoMax 444 engine without theneed for engine after-treatment. The machine is up to 10% more fuel-efficient as compared to the previous model. It has high productivity, reliability and operator comfort that make it a preferred choice for Compaction needs
Two new side-engined Telehandlers, the 530 – 70 and 530 – 110 were also introduced. Both machines come with the JCB ecoMax 444 engine. A narrow chassis along with a standard four-wheel drive for better traction make these machines well suited for material handling requirements. With the engine being on the side, the operator gets greater visibility which enhances safety. Lower NVH levels and Air-conditioned cab ensure Operator comfort.
JCB has one of the widest dealer networks in the country. It has more than 60 dealers and 700 outlets with trained manpower and adequate parts stock at each of its locations. This ensures customers get professional product support and complete peace of mind when they buy JCB construction equipment anywhere in the country.
Page 1 of 6812345...102030...»Last »