 |
Dr. M. R. Kalgal |
Concrete As A Sustainable Material
In the search for materials and systems that will provide a durable foundation for sustainable communities, people are increasingly turning to concrete. When considered over its entire life cycle, concrete makes a significant contribution to the triple bottom line – environmental, social and economic – of sustainable development.
From runways to highways, from subways to transit-ways, concrete helps develop and maintain a sustainable, environmentally-friendly transportation infrastructure. Regardless of the type of roadway or current pavement conditions, there is a concrete solution. Concrete can be used for new pavements, reconstruction, resurfacing, restoration or rehabilitation. Concrete pavements generally provide the longest life, least maintenance, and lowest life-cycle cost of all alternatives. Plus, due to higher bitumen prices, concrete has become the least expensive alternative for even new construction on a first-cost basis.
Making Concrete More Sustainable
Having realized the inevitability of using concrete for developmental works for quite some time to come, efforts are on throughout the world to try and make concrete more sustainable. The approaches can be broadly classified as follows:
1. Make Cement More Sustainable
-
Use less energy intensive kilns
-
Use supplementary cementitious materials to reduce clinker component
-
Use new types of clinker
-
Use alternative fuels and renewable energy during production process
-
Produce clinker free cement
2. Use Alternative Materials In Concrete
-
Alternative cementitious materials
-
Alternative aggregates
-
Wastes in Concrete (Converting Liabilities into Assets)
3. Make Concrete More Durable
-
sustainability through longer lasting structures
4. Capture And Sequester CO2 In Concrete Or Store CO2 In bedrocks
5. Produce Clinker Free Concrete
An effort is made in this paper to look at the work being carried out across the world and the promise these hold towards achieving sustainability targets.
2050 Climate Ambition Of GCCA
Global Cement and Concrete Association (GCCA), is a CEO led industry initiative headquartered in London. It has amongst its members about 40 of the world’s leading cement and concrete companies as well as about 25 affiliates which are cement and concrete associations. GCCA announced the formation of a strategic partnership with the World Business Council for Sustainable Development (WBCSD) to facilitate sustainable development of the cement and concrete sectors and their value chains. The new partnership also created synergies between work program to benefit both the GCCA and WBCSD and their respective member companies. As part of the new agreement, the work carried out by the Cement Sustainability Initiative (CSI) was transferred from WBCSD to the GCCA on 1st January, 2019 with activities managed out of the GCCA’s London offices.
The vision of GCCA sees “a world where concrete supports global sustainable economic, social and environmental development priorities; and where it is valued as an essential material to deliver a sustainable future for the built environment”. GCCA has unveiled the 2050 Climate Ambition on 1st September 2020 which demonstrates the commitment of the industry across the globe to drive down the CO2 footprint of the world’s most used man-made product, with an aspiration to deliver society with carbon neutral concrete by 2050.
The statement identifies the essential levers that will be required to achieving carbon neutral concrete, including:
- reducing and eliminating energy related emissions,
- reducing process emissions through new technologies and
- deployment of carbon capture, more efficient use of concrete, reuse and recycling of concrete and buildings, and harnessing concrete’s ability to absorb and store carbon from the
5C Framework Of Cembureau
Cembureau the European Cement Association based in Brussels is the representative organisation of the cement industry in Europe. It is trying to coordinate the efforts of the cement and concrete industry to play an essential role to help Europe achieve its strategic objectives on growth, innovation, social inclusion and climate and energy. They also have come up with a vision to achieve Carbon Neutral Europe by 2050. It is being attempted through the 5C Framework. The 5 Cs stand for clinker, cement, concrete, construction & built environment, and (re)carbonation.
Clinker
Cembureau recognizes that the circular economy goes hand in hand with carbon neutrality. Circularity is crucial to reduce emissions from clinker, which is the backbone of cement production. Efforts are on world-wide to use nonrecyclable waste to phase-out fossil fuels from cement production. It will become even more crucial tomorrow, as CO2 captured during clinker manufacturing will be used in other industrial applications.
The manufacturing process where raw materials are heated up and decarbonisation of the limestone is a chemical process which causes 60%-65% of cement manufacturing emissions (process emissions). The remainder of CO2 emissions comes from the fuels used to heat the kiln (combustion emissions). Since clinker production represents the lion share of emissions, this is obviously the area that offers most opportunities for deeper CO2 emission cuts.
The graphic given in Fig. 1 very nicely depicts the possible quantum of CO2 reductions by a multi-pronged approach.

Cement
There are no further CO2 emissions at the stage of cement production. However, electricity is used for grinding and mixing, and incoming materials as well as final cement products are transported. Cembureau thus identifies that some cements can be made with less clinker, or even alternatives to clinker, to achieve significant emission savings. In addition, a reliable and affordable supply of renewable energy as well as zero carbon alternatives to diesel for industrial vehicles can further reduce emissions at the cement stage. Fig. 2 depicts the quantum of CO2 reduction at this stage.

Concrete
The direct CO2 emissions related to concrete largely come from cement production. The largest indirect CO2 emissions come from transportation of concrete to the end user. Fig. 3 indicates the possibility of reducing the CO2 impact of concrete.

Construction
Concrete which is already ubiquitous offers a working life in excess of 100 years, provides fire resistance, and is able to reduce energy consumption for heating and cooling by 25%. This opens significant opportunities to reduce emissions not only for concrete itself, but for the overall construction sector. Cembureau’s Report lists the following possibilities to achieve reduction of CO2 emissions/impact in constructions:
- Energy efficiency in buildings: leverage thermal mass properties of concrete to cut energy used during the working life of buildings.
- Concrete used in buildings: reducing embodied carbon by using concrete more efficiently and using advanced techniques like 3D printing, leading to reduction in the quantum of concrete used.
- Design for adaptability and disassembly: using concrete structures’ adaptability for mixed use buildings and changing needs as well as exploring the “design for deconstruction” model where building is conceived at origin with the objective to disassemble at the end of life. This approach allows materials and components to be removed easily and to be re-used to construct new buildings.
Re-Carbonation
In addition to reducing emissions, carbon neutrality can also be reached through greenhouse gas emissions removal through carbon sinks, states Cembureau Report. Cement and concrete have here a key role to play through a process called re-carbonation, which effectively transforms the cities into carbon sinks.
Re-carbonation is the process whereby concrete re-absorbs some of the CO2 that was released during clinker production. It is a process that occurs naturally in all concrete structures, permanently trapping the CO2. Thanks to re-carbonation, cities effectively act as carbon sinks, allowing further reduction of emissions in the full cement and concrete value chain.
Cembureau identifies 3 major thrust areas here.
- Re-carbonation in the built environment: re-carbonation occurs naturally in all concrete infrastructure and it is said that 23% of process CO2 emissions of cement used, is being captured annually, which equates to about 8% saving of total CO2 emissions for the cement manufactured
|
 |
In summary all the 5C initiatives combined with what is already achieved in terms of reducing CO2 reduction would result in Carbon neutrality in construction sector by 2050 says Cembrureau. This is shown graphically in the Fig. 4.
Other Major Initiatives Around The Globe
Worldwide, hundreds of companies and research groups are working to keep CO2 out of the atmosphere and store it someplace else, including in deep geologic formations, soils, soda bubbles, and concrete blocks. By making waste CO2 into something marketable, entrepreneurs can begin raising revenues needed to scale their technologies. Some of these are given below to indicate the approaches followed.
 Fig. 5: Typical Components of LC3 |
Limestone Calcined Clay Cement (LC3) |
The typical components of LC3 are indicated in Fig. 5. The major innovation in LC3 is to combine the use of abundantly available low-grade kaolinite clay with a further 15% of limestone, with no reduction in mechanical performance.
LC3 Vs. LC2
It is possible to produce LC3 by inter-grinding Limestone, Calcined Clay and Clinker or produce LC2 by grinding Limestone and Calcined Clay alone. This LC2 can be mixed with OPC anytime to obtain LC3. The processes are indicated in Fig. 6.

Fig. 6: Production of LC3 and LC2 (Courtesy EPFL)
Benefits of LC3
- Reduced Clinker factor reduces CO2
- Emissions of LC3are estimated to be 20-30% lower than Portland cement because:
- Reduced clinker content leads to less process emissions from the decarbonation of limestone in clinker and less emissions from heating limestone to form
- Grinding limestone takes less energy than heating
- Calcination of clay takes place at 800°C and uses roughly 55% of the energy needed for clinkerisation at 1450°C.
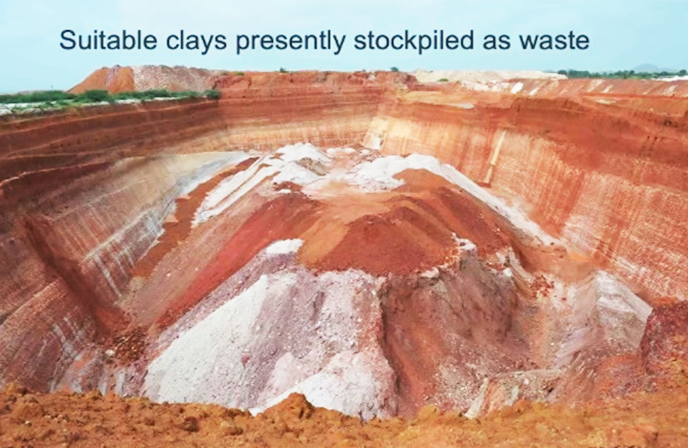
- Kaolinite content needed for LC3is much lower and hence use of such ‘low grade’ clays would not compete with demand for resources by other Use of such resources would neither require opening of new quarries nor deplete agricultural soils. In fact large stockpiles of low grade “waste clays” are seen stockpiled near kaolinite based industries as shown in Fig. 7.
- Limestone unsuitable for clinker production can be used. e.g. high dolomite content produces Periclase during clinker production, which causes expansion. Such materials can be utilised safely in interground applications, leading to more efficient use of limestone
- Depending on the exact scenario, the amount of cement that can be produced from the same identified limestone reserve could be increased two-fold.
- LC3 can be produced with existing manufacturing equipment, leading to only marginally increased investments for calcining equipment.
CemZero
CemZero is a Swedish project by cement manufacturer Cementa and the energy company Vattenfall with the aim of reducing greenhouse gas emissions. The project includes studies of calcination and clinker mineral formation for carbonate based raw materials under electrical heating, carbonation under cooling in high CO2 concentrations, evaluations of technologies aiming at upscaling, and determination of gas composition in the CO2 rich process gases.
The suitability of the gases for capture, transport and geological storage, or other use, will be evaluated. There are 3 major thrust areas of research in this project which is expected to be completed by 2025. The thrust areas are:
- Heat transfer with plasma in rotary
- Direct separation of CO2 from calcination of carbonate based raw materials in the production of cement clinker and burnt
- CO2free products with electrified production-reactivity of cement clinker with secondary
LEILAC
Supported by the European Union, the LEILAC (Low Emissions Intensity Lime And Cement) projects are developing a breakthrough technology that aims toenable the cement andlime industries to capture those unavoidable CO2 emissions emitted from the raw limestone. The LEILAC technology is based on Calix’s Direct Separation technology, which aims to enable the efficient capture of the unavoidable process carbon emissions, derived from its original application in the magnesite industry. In addition to the main technology targets that will be demonstrated, the project scope includes a thorough analysis of the potential destination of the captured CO2, for use in processes, as well as for safe geological storage.
CIMENTALGUE
The CIMENTALGUE project is part of the development of a new ‘industrial symbiosis’combining the cement industry, which produces industrial effluent rich in CO2, NOx, trace elements and unavoidable energy waste, on the one hand and the emerging microalgae cultivation industry, which consumes CO2, nitrogen, trace elements and heat, on the other.
CIMENTALGUE is aimed at developing a process for exploiting CO2 and unavoidable heat waste from industrial sources by producing photosynthetic microalgae in natural light in photobioreactors under glass.
The project will install a 500m² demonstrator micro algae production unit inside a cement works. This installation will be operated for two and a half years to provide representative data for the entire value chain from capture and treatment of industrial waste gas to developing the economic potential of the microalgae biomass produced.
The project will perfect and optimise its process, prove its sustainability and ensure its economic and environmental validation in terms of norms, social acceptance and profitability on target markets (as additives for animal feed, dyes, materials, etc.)
CarbonCureTM Technologies
CarbonCure Technologies, from Canada, has demonstrated a technology which enables the production of concrete with a reduced water and carbon footprint without sacrifice to the material’s reliability. CarbonCure Technologies offers a technology to implement carbon dioxide (CO2) utilization in the ready mix concrete industry. Using this technology, waste CO2 can be put to a beneficial use as a feedstock in the production of concrete. The retrofit CarbonCure TM Ready Mix Technology adds CO2 to concrete during mixing. The CO2 reacts with the cement and is mineralized to produce nanoscale calcium carbonate. The carbonate formation can impart positive impacts on the concrete. The CO2 addition (hereafter, CarbonCure)can improve hydration and increase compressive strength without affecting the fresh concrete properties.
Utilizing CarbonCure Technologies’ system, a precise dosage of CO2 is injected into a concrete plant’s reclaimer system, which contains the water used to wash out concrete trucks and mixers. The CO2 is converted to a permanently embedded mineral with strength-enhancing properties which can then be incorporated into new concrete mixes. By reducing the amount of new freshwater, solid waste disposal and cement required, the team, which is backed by Bill Gates’ fund Breakthrough Energy Ventures, Amazon Climate Pledge Fund, BDC Capital and others, is able to reduce the material costs and increase profitability for concrete producers.
CarbonCure has a recommended dosage rate of 50 – 250g/100kg of cement (as distinct from total cementitious) for most applications. Dosages outside this range may be used if local testing shows acceptable performance. Pre-testing is required to determine the appropriate addition rate for desired performance. The optimum addition rate may be influenced by other concrete mixture components, cement types, ambient temperature, mineral additives, quality and gradations of aggregates, slump of concrete, mixing equipment, job conditions and desired performance characteristics. The optimum performance of the CarbonCure is said to be generally obtained with a delayed addition following the start of mixing. Packaging and handling CO2 is available in bulk and delivered by tanker truck to an on-site pressurized storage tank for dispensing by means of the CO2 metering equipment. CO2 must have a certified purity of 99% or above for use in this application. The dispensing control system is connected to the batching system and the CO2 addition is fully integrated into the batch sequencing of materials that are added to the mix.
CarbonBuilt™
CarbonBuilt’s core technology emerged out of the Institute for Carbon Management at the University of California, Los Angeles (UCLA). The CO2 Concrete process developed by University of California directly converts carbon dioxide from power plants or other emitters into precast concrete and concrete masonry products (such as blocks and beams) that can be used for construction worldwide. This direct conversion bypasses any need for CO2 purification or enrichment that is endemic to nearly all other methods for absorbing CO2 smokestack emissions into concrete. The widespread adoption and use of conventional concrete by CO2 Concrete would dramatically cut CO2 emissions resulting from the production of cement. Due to its novel chemistry, CO2 Concrete achieves unprecedented levels of CO2 uptake, resulting in a carbon intensity (CI) that is up to 65% lower than that of conventional concrete.
CarbonBuilt’s Reversa™ technology is a low-cost solution for thermal energy, cement, steel or incineration operators seeking to beneficially utilize their waste CO₂, ash or slag. Their modular technology can be added to a site to permanently embed flue gas CO₂ into masonry or precast concrete produced nearby. CarbonBuilt’s Reversa™ process includes CO₂ emission-reducing innovations to both the concrete mix design and its curing process. On the formulation side, they introduce portlandite (also known as calcium hydroxide, a commodity chemical), reduce the usage of traditional cement and increase the use of waste materials like fly ash. The concrete is then formed using the same processes and equipment that are used today.

After forming, we cure the concrete with waste CO₂ emissions using a process that does not require expensive capture, compression or purification of the CO₂.
The Reversa process reduces emissions through a combination of utilization (permanently embedding CO₂ into the concrete) and avoidance (reducing CO₂ emissions associated with the raw materials).
The process requires minimal CAPEX, since it features simple “stack-tap” integration with limited site utility tie-ins, does not require a carbon capture system, and readily integrates into existing construction supply chains and workflows. Their approach can also make greater and more flexible use of fly ash, slag or other supplementary cementitious materials than is possible with conventional concrete while providing engineering performance equivalent to typical concrete. The low cost of this technology is a significant advantage in the low margin concrete business.
Carbonated Calcium Silicate Concrete
It is a patented process from USA based Solidia Technologies. It is a low-lime calcium silicate (Ca2SiO4) cement (CSC) that cures by a reaction with gaseous carbon dioxide (CO2). The production of CSC requires less limestone and lower kiln temperatures than those used for ordinary Portland cement (OPC). This makes it possible to reduce the carbon dioxide emissions at the cement kiln from ~810 kg/t for OPC to ~565 kg/t for CSC. The carbon dioxide used in the curing process and captured within CSC-based concrete (CSC-C) is industrial- grade carbon dioxide sourced from waste flue gas streams. These translate to approximately 30% reduction in CO2 emissions.
ZERO Clinker Cement
Hoffmann Green Cement Technologies is a French company involved with production of Geopolymer (Zero Clinker) products. Majorly they have 3 products:
HP2A (High Performance Alkaline Activation) cement: It is a 100% mineral, non-flammable and VOC -free adhesive based on activated clay and silicate in the form of a two-component“paste & liquid”system. Activators and super-activators formulated are added to flashed clay mixed with silicate to obtain H-P2A cement. It is said to have pull-out strength of more than 25 MPa.
H-UKR cement: This is a solution based on the use of blast furnace slag. Efficient activation system allows this co-product to be used without any addition of clinker in its formulation. It can be used in various fields of construction, including ready-mix concrete and precast concrete.
H-EVA cement: It is an innovative binder, based on an alkaline ettringitic technology. Activators and super-activators formulated are added to flashed clay, mixed with gypsum/desulfogypsum to obtain H-EVA cement. It is said to have strength of up to 60 MPa at 28 days. It is said to be ideal as a road binder, but can also be used for mortars, plasters and construction concretes.
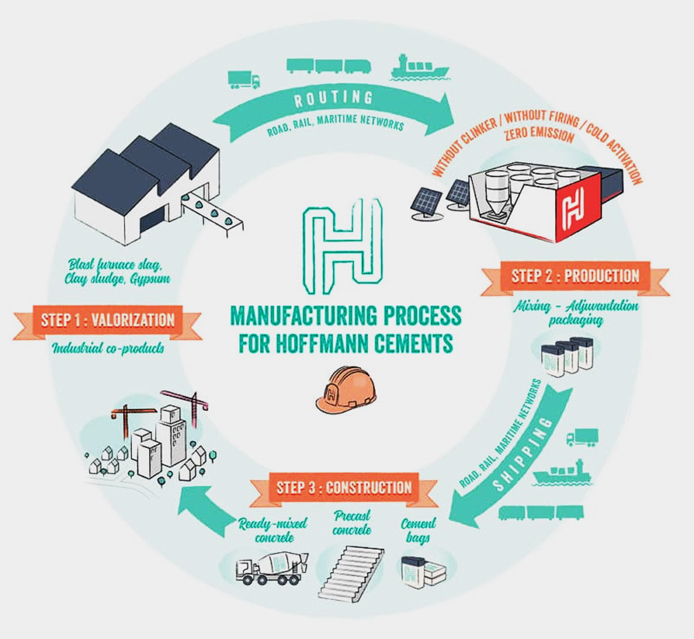
Fig. 9: Production of Zero Clinker Cement
The manufacture involves the following steps –
Step 1: Valorization (Conferring Value Upon Something)
Recover and enhance co-products from industry and construction, which are sent to production plant. Blast furnace slag comes from the metallurgical and steel industry, Flash clay is a co-product of clay sludge and Gypsum/Desulfogypsum are produced from construction site excavated material.
Step 2: Production
The manufacturing process is based on the systematic use of abundant co-products as a substitute for natural resources. The co-products, are mixed with activators and super-activators specifically formulated. This is followed by the packaging of cements (big bag, bulk or bags) and then shipment to the construction sites.
Concluding Remarks
Concrete is undoubtedly a sustainable material among other options. Efforts are on globally to make concrete more sustainable. In addition to the traditional approach of Replacing cement in concrete with larger amounts of supplementary cementitious materials (SCMs) than usual, using local, alternative and recycled aggregates, achieving higher strength and durability using chemical admixtures, efforts are on to bring in paradigm shift in producing cement and concrete. Many R&D projects are WIP (work in progress) but many are nearing fruition. The listed approaches, which are by no means exhaustive or complete are expected to trigger the imagination of budding concrete technologists to come forward and innovate.