Pavements (mainly due to the non-homogeneous composition of the asphalt mixture, aggregates, underneath subgrade along with the wide variations in climatic, temperature, traffic and maintenance characteristics from one region to another) responds in a complex manner which results in surface distresses prominently fatigue cracking (load associated cracking) and rutting deformation which considerably affects the functional and structural performance of the flexible pavements, contributed mainly by high axle loading and high pavement temperature. Formation of such distresses in the pavements normally leads to the failure of these roads due to irreversible strain in the pavement. During the last few decades, the country has experienced an all round development, which has resulted into explosion in the vehicular population. The pace of road development has not been of the required order to meet the increased demand. As a result, the existing road network has become structurally inadequate to sustain the high magnitude of stresses imposed by unanticipated increase in axle loads and premature failure of the road pavements. India has to raise transportation system to a higher level both in terms of length and quality.
As construction of roads requires lot of money which can be saved considerably by appropriate engineering design principles and effective use of waste materials in the pavements. Binder modification (blending bitumen with polymers like polyethene, crumb rubber, zycosoil, sulphur, carbon black, SBS, etc.) proved fruitful and the continuing study in this line (Use of discarded waste plastics as modifier can reduce the need of bitumen by about 10%-15%, reduces the cost by (35,000-40,000)Rs per km and increases the melting point of bitumen making it suitable for application in warmer regions (Vasudevan et. al. ,2012) focuses on developing binders with better rheological and mechanical properties.
1. Professor IIT Roorkee and ex Director, NIT Delhi praveenaeron@ gmail.com
2. PG Student, Transportation Engg Group, Civil Engg Deptt, IIT Roorkee
Plastics are user friendly but not eco-friendly as they are nonbiodegradable generally, it is disposed by way of land filling or incineration of materials which are hazardous. Also, use of plastic bags in road help in many ways like easy disposal of waste, better road, prevention of pollution and so on. The better binding property of plastics in its molten state has helped in finding out a method of safe disposal of waste plastics. The coating of plastics reduces the porosity, absorption of moisture and improves soundness.
Need of the Study. Road surface with neat bitumen can cause bleeding in hot climate; may develops cracks in cold climate; possesses fewer load bearing capacity and can cause serious damages because of higher axle load in present exposure conditions due to climate, temperature, boom in traffic growth and rapid infrastructure development. So, in order to achieve longer service life and enhance bitumen pavement performance under strenuous conditions of huge growth in traffic volume; heavy axle loads; adverse varied climatic conditions(less than 00 C to 500 C); insufficient degree of maintenance; demand of bitumen more but indigenously available less; neat bitumen lose their elasticity at 700 C as their phase angle is greater than 900.
Conventional bitumen has to be modified using suitable additives [27] such as polymers, fibers, plastic, anti-stripping agent etc. There are several major industries in the country which produces a large amount of waste materials (waste plastic bags) in the form of by products, whose disposal is an alarming concern not only to regain the valuable space occupied but also to diminish the pollution and other hazards on ecology. Plastic carry bags in one form or another has penetrated into the houses of commonly in such a way that it is impractical to impose a complete ban on the use of plastic present across the nation. However by improving upon the plastic waste management system this harm can be lowered. One possible solution can be to use the waste by products effectively in the pavement layers.
So, in order to improve the properties of bituminous mixtures (healthier roads) and to reduce the negative impact of the waste materials on ecology as a whole, it seems to be practical to re-use by products from industries (through complying with the design principles) in engineering and industrial construction projects such as road pavements.
Research significance. A lot of studies are available to evaluate the effect of inclusion of plastic waste on bituminous properties. However, a comprehensive study on Indian conditions wherein a large waste is being generated annually has not been conducted.
Objective of the Study. The main objective of the study is to compare the fatigue and rutting response of conventional and waste plastic modified binders and mixtures at different stress and strain levels using LAS, MSCR, 4PBB and Wheel Rut Tester. The effect of pre-compressed waste plastic boards on fatigue and rutting responses was also being considered during the study.
Materials
1. Modifiers. Plastic fibers obtained from waste plastic carry bags and waste plastic cement carry bags were used as modifiers in this study. (Tab 1)

2. Binders. VG 10 grade bitumen was modified with waste plastic fibres though ascertaining the required specifications; properties of different binders considered in present study are tabulated below:

Experimental Investigation
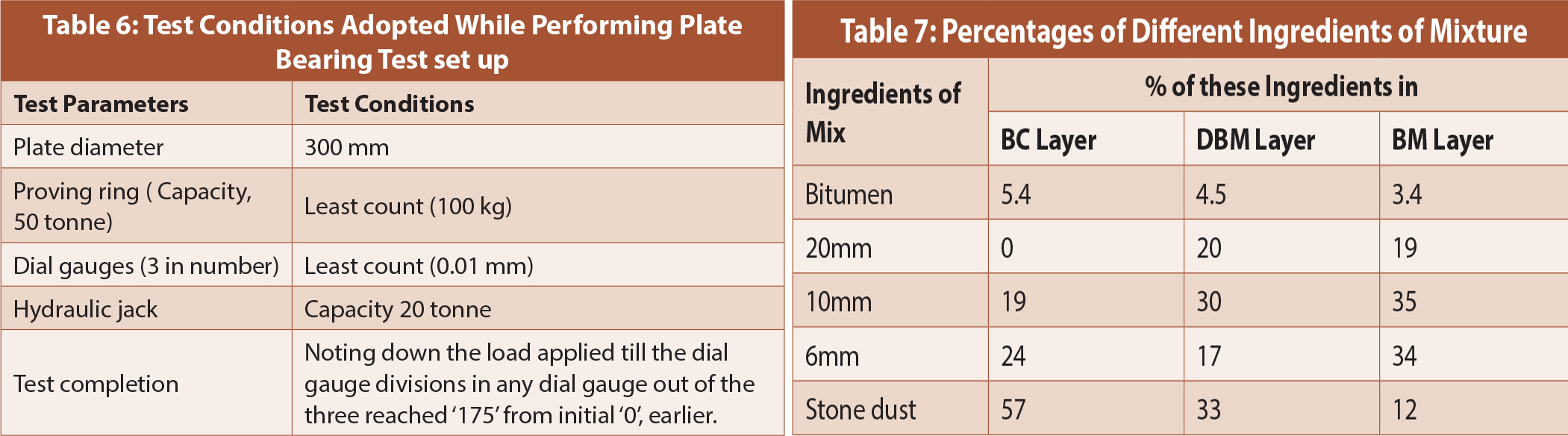
The waste plastic modification can affect the rheological properties of the binders as well as bituminous mixtures such as viscosity, fatigue and rutting performances. Therefore, the present study aimed at evaluating the various performance parameters of control and waste plastic modified binders and mixtures. Firstly, control binder (VG-10) was modified with different doses of modifier. Then, the viscosity of all the binders prepared was measured at 1500 C using Rotational viscometer. Further, Superpave high temperature PG of binders was determined. The rutting performance of binders was evaluated using MSCR test parameters while that of mixes was done with wheel rut tester test procedure. Also, the fatigue performance of the binders was evaluated using LAS test parameters while for bituminous mixtures four point bending beam test procedure was followed. In middle of the study, requirements to be fulfilled for designing bituminous mixtures were checked by performing Marshall method of mix design on all the prepared samples. Lastly, plate load test was performed on the four different types of variants over a rigid CC pavement slab as a flexible overlay to rigid pavement.
1. Linear Amplitude Sweep (LAS). As per AASHTO designation: TP 101-14, it is a collaboration of test results of amplitude sweep test and frequency sweep test. Data obtained from these two tests is incorporated into VECD analysis, to determine bitumen’s resistance to damage by means of cyclic loading by introducing linearly increasing load amplitudes. During present study, a sample was prepared consistent with DSR using 8mm parallel plate geometry and 2mm gap setting. Test protocol follows two testing in successions- frequency sweep for undamaged properties and amplitude sweep for evaluating the damaged properties.
VECD analysis given by Kim et.al. (2006) was employed in order to observe the rate of damage accumulation in the binder specimens and for determining various parameters as discussed below
Determination of parameter ‘α’
Using the data for frequency sweep test results, a best fit straight line is applied on a plot of storage modulus [G′(ω)] and frequency (ω) on a log-log scale.
log G′(ω) = m(log ω) + b (1)
using this equation, ‘α’ can be obtained as , α=1/m Determination of parameters A, B and Nf
Using the data for amplitude sweep test results, damage accumulation in the specimen at any testing time t, can be calculated as:
Dt = ∑ni=1 [π2 (Ci-1−Ci )]α/(1+α) (ti -ti-1) 1/(1+α) (2)
Dt ≈ ∑ (π2 (Ci-1-Ci ))α/(1+α) (ti -ti-1) 1/(1+α) (3)
Where, Ct = G*(t) / G*(initial) (4)
0= applied strain for the given data point, percent G*(t) =complex modulus at any time t, MPa It is assumed that at testing time t=0, corresponding values of C and D are 1 and 0 respectively and a relation between C(t) and D(t) can be established using a power law:
Where, C1 and C2 are curve coefficients which can be determined by plotting curve between (C0 -Ct ) and Dt on a log-log scale. The value of Dt at failure, Df which corresponds to reduction in initial G* at peak stress situation can be calculated as:
Ct = C0 -C1 (Dt ) C 2 (5) (5)
It can be linearized as,
log(C0 -Ct )=log(C1 )+C2 .log(Dt ) (6)
Df = (C0 – C at peak stress)/ C1 (7)
Now fatigue parameters,
A = f× (Df)k/k(πC1C2)α (8)
B = 2α (9)
Nf = A× (max) -B (10)
Where, f is loading frequency (10 Hz), k=1+ (1- C2) ×α and max = maximum expected strain in the bitumen.
Significance – It is carried out in order to study the fatigue properties of the bitumen by employing cyclic loading at low temperatures. – It proves effective over the conventional procedure (Time sweep test) of finding bitumen’s fatigue properties.
2. Multiple Stress Creep and Recovery (MSCR) Test. As per AASHTO Designation D7405, sample is prepared in accordance with D7175 using 25mm parallel plate geometry with a gap of 1 mm. The sample is loaded at a constant stress for 1s and is then allowed to recover for 9s. Twenty creep and recovery cycles were run at 0.1kPa creep stress and were followed by ten creep and recovery cycles at 3.2kPa creep stress. Here the cycle of creep and recovery follows one after the other in order to evaluate out the elastic response and stress dependency of bitumen in terms of- the percent recovery and non-recoverable creep compliance (Jnr).
Creep and recovery. A specimen is subjected to a constant load for a fixed time period and is then allowed to recover at zero load for a fixed time period.
Non-recoverable creep compliance (Jnr). It is defined as the amount of residual strain left in the bitumen after application of each creep and recovery cycle divided by original stress applied to the specimen, kPa. For checking out the elastic response of binder specimens following steps were being followed.
For each of the last 10 cycles at the 0.1 kPa stress level and the 10 cycles at the 3.2 kPa stress level following observations were recorded:
0 = initial strain value at the beginning of creep portion of each cycle
c =strain value at the end of creep portion of each cycle (that is, after 1.0 second)
1 =adjusted strain at the end of creep portion= c – 0 (11)
r = strain value at the end of recovery portion of each cycle (that is, after 10.0 second)
10= adjusted strain at the end of creep portion= r – 0 (12)
Percent recovery
Percent recovery at two stress levels of 0.1 kPa and 3.2 kPa is given by:
r (0.1, N) = 100(1- 10/ 1 ), N =11-20 (13)
r (3.2, N) = 100(1- 10/ 1 ), N =1-10 (14)
If some reading comes out to be negative, then a value of 0 is to be noted for that particular reading. Average percent recovery at two stress levels is given by:
R 0.1=(∑ r (0.1, N))/10 (15)
R 3.2=(∑ r (3.2, N))/10 (16)
While the percent difference in recovery between two stress levels was calculated as:
R diff =100(1- R 3.2/ R 0.1) (17)
Non-recoverable creep compliance (Jnr)
The value of Jnr at two stress levels of 0.1 kPa and 3.2 kPa is given by: Jnr (0.1, N) = 10/0.1 (18)
But when r (0.1, N) comes to be negative, in that case Jnr (0.1, N) = 1 /0.1 (19)
because in this situation adjusted creep strain at 1.0 second is more appropriate strain value to be used as there is no recovery.
Jnr (3.2, N) = 10/3.2 (20)
But when r (3.2, N) comes to be negative, in that case Jnr (3.2, N) = 1 /3.2 (21)
Average Jnr at two stress levels is given by:
Jnr(0.1) =(∑ Jnr (0.1, N))/10 (22)
J nr(3.2) =(∑ Jnr (3.2, N))/10 (23)
While the percent difference in non-recoverable creep compliance between two stress levels was calculated as:
Jnr diff = 100(Jnr(3.2)/ Jnr(0.1) -1) (24)
Values of percent recovery were noted to the nearest of 0.1%, while the values of Jnr were noted to three significant figures. Significance
– It is used to identify the change in elastic response of the bitumen at two different stress levels.
– It is used to study the rutting properties of bitumen samples.
– Jnr is found to be better correlated with the rutting phenomena of pavements than the rutting factor (G*/sinδ) of PG test because in PG test system, oscillatory load to bitumen is applied at a very low strain which may not simulate better to the actual field conditions but while calculating Jnr values high levels of strains are applied.
3. Marshall Stability and Flow. About 1200 g of aggregate (of the desired gradation BC Grade 1) was taken and mixed with the different percentages of bitumen for preparing different samples. The aggregate and bitumen is heated to the required temperature for the preparation of Marshall sample. The mixture is then transferred to a pre-heated Marshall mould having a height of 63.5 mm and diameter of 101.6 mm. A mechanical hammer of standard weight is used to compact the sample. The preheated hammer was placed in position and the mix was compacted by applying 75 blows on each face of samples. Samples were prepared at four different binder content for each type of mix. Three identical samples were prepared at each binder content. The compacted samples were allowed to cool at room temperature overnight.
The extracted samples were used for the determination of the bulk specific gravity. The samples were then transferred to a pre-heated water bath having a temperature of 60 °C for 30 to 40 minutes. Test was performed on these samples following the specification laid out in ASTM D6927 and required Marshall stability and flow values were noted down. The tested sample was loosened by application of heat in the oven and is used for the determination of the theoretical maximum specific gravity (Gmm) as per ASTM D2041 using the vacuum flask method. Similarly the whole procedure is repeated at other binder contents and a series of Marshall stability, flow, Gmm, Gmb, volumetric properties values were obtained.
4. Retained Marshall Stability Test. For each type of mix six different specimens were prepared and divided into two groups, each having three specimens. Group 1 specimens were subjected to conditioning by immersing them in a water bath maintained at 60 °C for a period of 24 hours. On the other hand, specimens of group two were kept unconditioned following the normal immersing of specimens for 30 minutes at a temperature of 60 °C. All the samples were tested in a Marshall stability testing machine until failure. The average stability values for each group was calculated and the retained Marshall stability (RMS) was determined using the following equations.

Significance
– It is used to evaluate the susceptibility of the asphalt mixes to moisture which represents the durability of the mix. The higher the RMS value, lower will be its susceptibility to moisture.
5. Indirect Tensile Strength (ITS) Test. Indirect Tensile Test (ASTM D 6931-12) involves the application of load to a cylindrical specimen along its vertical diametrical plane. A nearly uniform tensile stress is developed normal to the direction of the applied load along the same vertical plane causing the specimen to fail by splitting along the vertical diameter as shown below:

Fig. 1: Load Configurations (a) and Failure of the Specimen (b) in Indirect Tensile Strength Test
Indirect tensile strength test procedure consists of applying a load along cylindrical specimen’s diametrical axis at a fixed deformation rate of 51mm per minute until failure and determining the total vertical load at failure of the specimen. Failure is defined as the point after which there is no increase in load. The maximum load sustained by the specimen is used to calculate the indirect tensile strength with the help of the following expression.
Indirect tensile strength (MPa) = 2P/πDH (26)
Where, P -the load till failure of the specimen (newtons), D -average diameter of the Marshall specimen (mm) and H -average height of the Marshall specimen (mm).
A high value of indirect tensile strength is an indication of higher resistance to low temperature cracking and the capability of mix to withstand larger tensile strains prior to cracking.
Tensile strength ratio (TSR) is the average indirect tensile strength of the conditioned specimens expressed as percentage of the average indirect tensile strength of unconditioned specimens. Conditioning was done by keeping the specimens in water maintained at 60 °C for 24 h and by curing at 25 °C for 2 h before commencing the test. Mixes for which the minimum specification criteria of 80% TSR was not satisfied, anti-stripping agent should be used to protect them from being vulnerable to moisture effects.
Significance
– It is useful in assessing the tensile properties of the asphalt mixes which can be correlated with the cracking of the pavement.
– It is also significant to evaluate the sensitivity of the mixture to moisture damage.
6. Wheel Rut Testing. As per the rutting testing protocol of AASHTO T-324, a small loaded wheel is rolled repeatedly across a prepared HMA specimen to measure parameters like rut depth, dynamic stability, etc. The test can be done both in air and water control modes. In this study, air control mode was used to simulate the effect of air temperature on the pavement in terms of rut displacement. As the height of beam was fixed, the weight of the mixture required to achieve the target air void was pre-calculated. The aggregates and bitumen were mixed at the required mixing temperature and were placed in the pre-heated mould. A compression testing machine was used for applying load till the desired height was achieved. After compaction the specimen was allowed to cool for 24 hours. The sample was extracted from the mould and the air void content was measured using the saturated surface-dry procedure (AASHTO T166). As the height of the sample is fixed, it might happen that due to different orientation of aggregate particles within the mix for different specimens slight variation in the fixed air void content of 4% may result. So an allowance of ±0.4% was given to the required air void content. The testing protocol mentioned below was adopted for conducting the wheel rut tester test.
Significance
– It is used to measure the pavement quality in respect of its susceptibility to rutting distress.
– It also evaluates the moisture susceptibility effects in flexible pavements under water control mode during its operation.

7. Four Point Bending Beam Test (4PBBT). The flexural fatigue testing protocol of AASHTO T321-2003 requires dimensions which are 380 ± 6 mm in length, 50 ± 6 in height, and 63 ± 6 mm in width. All the specimens were prepared to achieve a target air void content of 4% by weight of the total mix through similar procedure as was applicable for rutting specimens. The testing protocol mentioned below was adopted for conducting the four point beam bending (4PBB) test.
Significance – It is used to evaluate the performance of the bituminous mixtures for their susceptibility to load associated cracking in low-temperature conditions.

8. Plate Load Test. Plate load test is used to evaluate the support capability of subgrade, base and in some cases complete pavement. It involves measurement of modulus of subgrade reaction for in situ material through analysing a load settlement curve. Plate bearing assembly comprises of a bearing plate which is pressed using a hydraulic jack onto the surface to be evaluated and surface deflections are being noted down corresponding to the increased load values from the jack.
The modulus of subgrade reaction is determined by-
k = P/∆ (27)
Where,
k, modulus of subgrade reaction p, applied pressure ∆, measured deflection
Significance – As per AASHTO T 222, plate bearing procedure is useful for evaluation and design of airport and flexible pavements.
9. Proportioning of Bituminous Mixtures Ingredients. Rothfutch procedure was adopted for blending aggregates used in bituminous mixtures whose results are tabulated below-
Results and Analysis
1. Multiple Stress Creep and Recovery Test Results. The results obtained for binder specimens using MSCR test procedures, compared at different test conditions are tabulated below – (Table 8)
Since, % recovery is an important consideration while evaluating the performance of binders under high temperature rutting deformation criteria.
Higher is the % recovery better will be the resistance of binder to the rutting susceptibility. At lower creep stress level of 0.1 kPa for temperatures of 400 C and 700 C, values for recovery % are
more-less same but at 500 C and 600 C there is an increase in the values by about 1.44 times and 2.18 timesrespectively. At higher creep stress level of 3.2 kPa, modified bitumen showed a
throughout improvement across the considered temperature range (Fig-2).
Since, lower values for non-recoverable creep compliance Jnr are proven favorable while checking the rutting deformation resistance of binders under high temperature climatic regions. So, by modifying base bitumen with waste plastic fibres the values of Jnr at creep stress of 0.1 kPa get reduced approximately to 2.27 times, 4.69 times, 5.18 times and 3.5 times the corresponding values of unmodified bitumen at 400 C, 500, C, 600, C, and 700, C respectively (Fig-3.While, at higher creep stress of 3.2 kPa, the reduction in values of Jnr achieved were 3 times, 3.8 times, 3.95 times and 3 times at temperatures of 400C, 500C, 600C and 700C respectively. It proves the suitability of waste plastic modified binders under warmer conditions for laying flexible pavements.
2. Linear Amplitude Sweep Test Results. The results obtained for binder specimens under study using LAS test procedures at varied temperatures are tabulated below (Table 9):

At lower strain levels of 2.5% when the impact of vehicles is not so significant regarding tensile strain at the bottom of top layer of flexible pavements, the improvements obtained in terms of fatigue
life of pavements by modifying the bitumen were better by 2.1times, 2.3 times and 1.8 times at 100 C, 200 C and 300 C respectively (Fig-4). Under higher strain conditions of the level of 5 %, modifier showed improvement approximately of the order of 1.46 times, 1.87 times and 1.37 times the base bitumen performance at 100 C, 200 C and 300 C respectively.
3. Four Point Bending Beam Test Results. At low temperature, cracking performance of bituminous mixtures was found to be 2.1 times and 7.4 times (compared to the performance of control mix) with the modification via dry process of mixing and introducing waste plastic boards respectively(Fig-5). Whereas mixing of ingredients via wet process shows lesser fatigue life cycles than that for control mix, which may be attributed to the formation of more organized network structure of the binder with the modification .
4. Wheel Rut Tester Test Results. Under high temperature condition the rutting susceptibility increases which results in poor resistance of bituminous mixtures to the rutting deformation. In the present study, when compared with the results of control mix, the bituminous mixtures prepared with modifications in one way or other showed an improvement of around 1.27 times using wet process of modification. On the other hand, with the use of dry process of modification or waste plastic boards as modifiers to the base condition, the results were on the negative side because of the poor interlinking between the various ingredients of the bituminous mixtures.
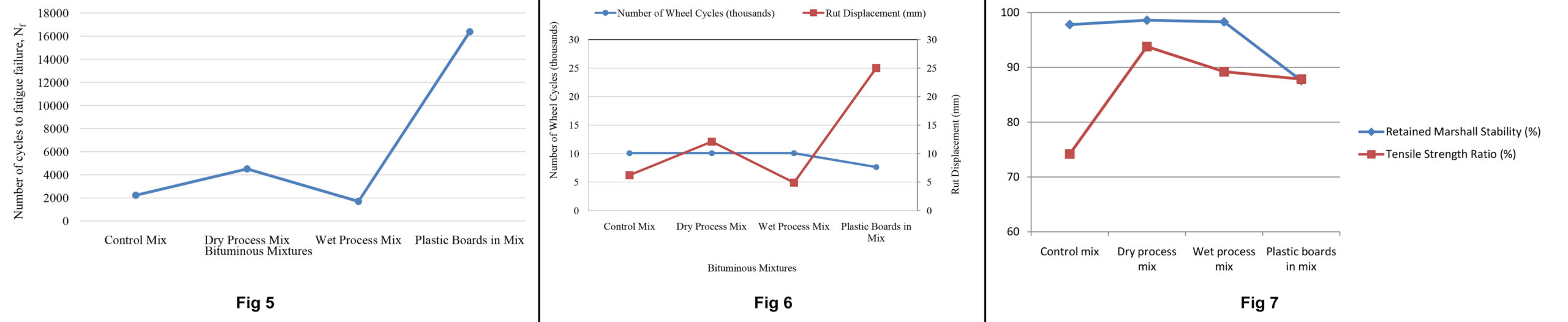
5. Moisture Susceptibility Tests Results. Since, the durability of the mix design is an important consideration while looking at the susceptibility of mixes to moisture and climatic conditions. The results obtained (Fig-7) after conducting the standard test procedure of Retained Marshall Stability and Indirect Tensile Strength for moisture susceptibility were found satisfying the minimum criteria for the same. Dry procedure of mixing the waste plastic shredded fibres reflects the resistance against the moisture better to wet procedure of mixing which may be attributed to the formation of plastic coating over the aggregates resulting in the reduction in the penetration of water which in turn increasing the service life of pavements.
6. Plate Load Test Results. The results obtained for bituminous mixtures after performing plate load assembly test procedure, for checking out the deflection regarding ability of storing the strain energy in the respective mixtures are tabulated below (Table 10-14.)

Since, area under the load deflection curve represents the estimation of energy absorbing capacity or toughness of the mix materials which in other words meant for the improved performance regarding resistance of the mix materials to fatigue. Dry procedure of mixing the various ingredients of the bituminous mixtures was found to give best results (Table 14) in this context attributed to the increased load carrying capacity of ingredient aggregates and to flexibility imparted by the way of modification.
The structural evaluation of pavements can be looked in terms of the support stability of the underlying pavement layers through modulus of subgrade reaction, k values. The use of binders modified by waste plastic fibres showed higher results (Table 14) as compared to control mix but the mix with waste plastic boards wherein the deformation was highest with a little load to bear provided least results.

Conclusions
Based upon the study performed the following conclusions were drawn
1). Addition of waste plastic shredded fibres at optimum content of 4% by weight of bitumen to the base binder has improved its conventional properties namely – penetration value, softening point and viscosity.
2). Modified binder prepared using waste plastic fibres was found suitable for its application in warmer areas as shown by PG test results in terms of rutting factor (G*/sinδ) and MSCR test results in terms of non recoverable creep compliance (Jnr).
3). With the modification, improvement in conventional and rheological parameters was significant but within the modification 4% CB as modifier was found superior to 4% CCB.
4). Wet procedure of mixing the waste plastic shredded fibres for preparing the bituminous mixtures resulted in lowest fatigue life as shown by 4PBB test results but was found the best mix regarding the rutting resistance shown by Wheel Rut Tester test results.
5). Dry procedure of mixing the waste plastic shredded fibres for preparing the bituminous mixtures reflected best results regarding the performance of mixtures for durability aspects as shown by RMS and TSR test procedures.
6). With the modification, improvement was observed in the support capability (modulus of subgrade reaction, k value) of pavement layer as observed by the Plate Load test results.
7). Waste plastic boards as a way of modifying the bituminous mixtures were found better in fatigue performance and shear cracking considering the results obtained through 4PBB and ITS test procedures, but were not found advantageous regarding rutting performance as depicted by the results obtained from Wheel rut tester and Plate load test procedures.