 |
Dr. S.C. Maiti Former Joint Director National Council for Cement and Building Materials |
Concrete mix proportions are selected for the desired workability and the target 28-day compressive strength of concrete. The mix proportions should be economical and at the same time, the concrete should satisfy the durability requirements, for the exposure condition, at which the structures shall provide the service. The Indian Standard Code of practice for plain and reinforced concrete provides the minimum cement content and maximum water-cement ratio in concrete, for different exposure conditions. The Code also recommends at least 25% fly ash or at least 50% Ground Granulated Blast furnace Slag (GGBS) as part replacement of low alkali ordinary Portland cement, to combat the deleterious alkali-silica reaction (if any), in concrete. In mass concrete foundation structures, (OPC + fly ash) or (OPC + GGBS) is required to be used in concrete, to avoid any temperature- related ill effects in concrete.
With the above-mentioned considerations, Indian Standard Guidelines are followed to select the concrete mix proportions and the quantities of cement, water, aggregates, admixture etc. per cubic metre of concrete are calculated. In this paper, details on different relationships as given in the guidelines, between water-cement ratio/water-cementitious materials ratio and 28-day compressive strength/flexural strength of concrete, those between workability of concrete and mixing water content, absolute volumes of coarse and fine aggregates for different Maximum Size of Aggregate (MSA), and finally their quantities per cubic metre of concrete, as required for different types of concrete have been covered. The types of concrete considered are: medium and high strength concrete, self-compacting concrete, mass concrete, roller-compacted concrete, fiber-reinforced concrete and pavement concrete.
Concrete Mix Proportions For Medium Strength And For High Strength Concrete
For estimating the target 28-day compressive strength of concrete, IS 102621 provides standard deviation values to be assumed, when sufficient test results are not available for a particular grade of concrete. As soon as 30 test results are available, actual standard deviation values shall be used for the mix proportions. The suggested standard deviation values are shown in Table 1.

Note 1: The above values correspond to the site control having proper storage of cement, weigh batching of all materials, controlled addition of water, regular checking of all materials, aggregate gradings and moisture content and regular checking of workability and strength. Where there is deviation from the above, the values given in the above table shall be increased by 1N/mm2.
Note 2: For grades M65 and above, the standard deviation may be established by actual trial, before finalizing the concrete mix.
The water-cement (w/c) ratio for the target 28 day strength is selected from an established relationship between the two. In the absence of such data, Figure 1 may be followed to start with.
Curves 1, 2 and 3 of Fig. 1 are for 28 day compressive strength of cement (33-grade, 43-grade and 53-grade level). While using Portland Pozzolana Cement (PPC) and Portland Slag Cement (PSC), the appropriate curve as per actual strength may be used. In the absence of test results of ppc and psc, curve 2 may be used to start with.
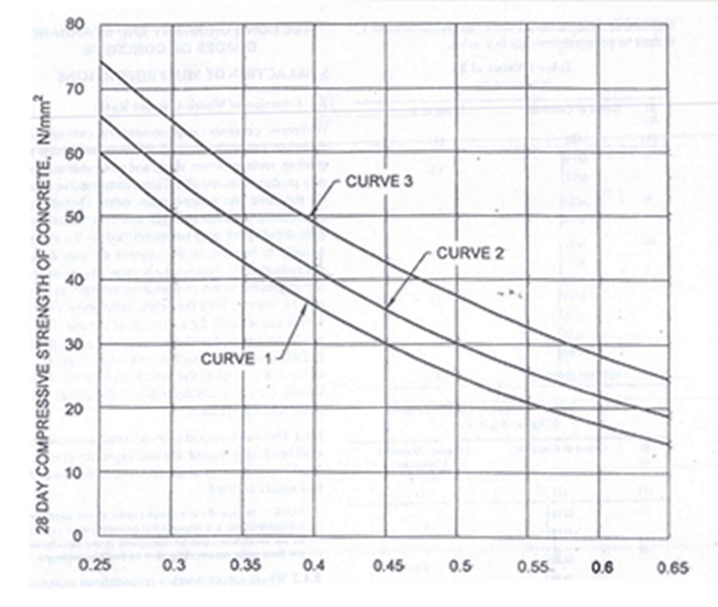
Fig.1: Relationship Between Water-Cement Ratio and 28-Day Compressive Strength of Concrete
For high strength concrete of M65 to M80, IS 10262 provides the following relationship, as given in Table 2.

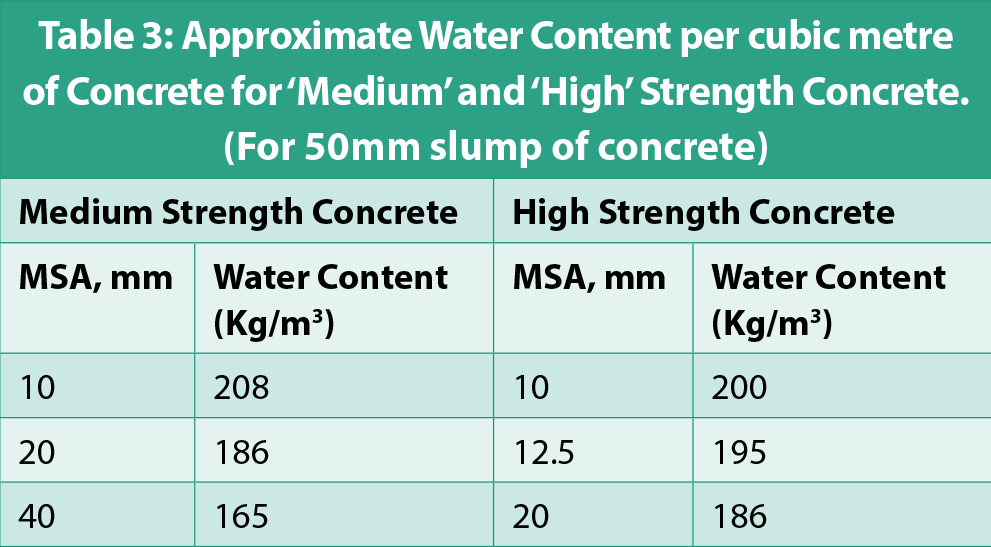
Note: The W/Cem. ratios in Table 2 are for 28-day cement – strength of 53 MPa and above. For cement of other strengths, suitable adjustment may be made by reducing W/Cem. ratio. The mixing water contents of concrete for a slump of 50mm as given in IS10262 are shown in Table 3.
The entrapped air contents of concrete are also slightly different in the two types of concrete (Table 4). In high strength concrete mixes, the entrapped air content is expected to be less.
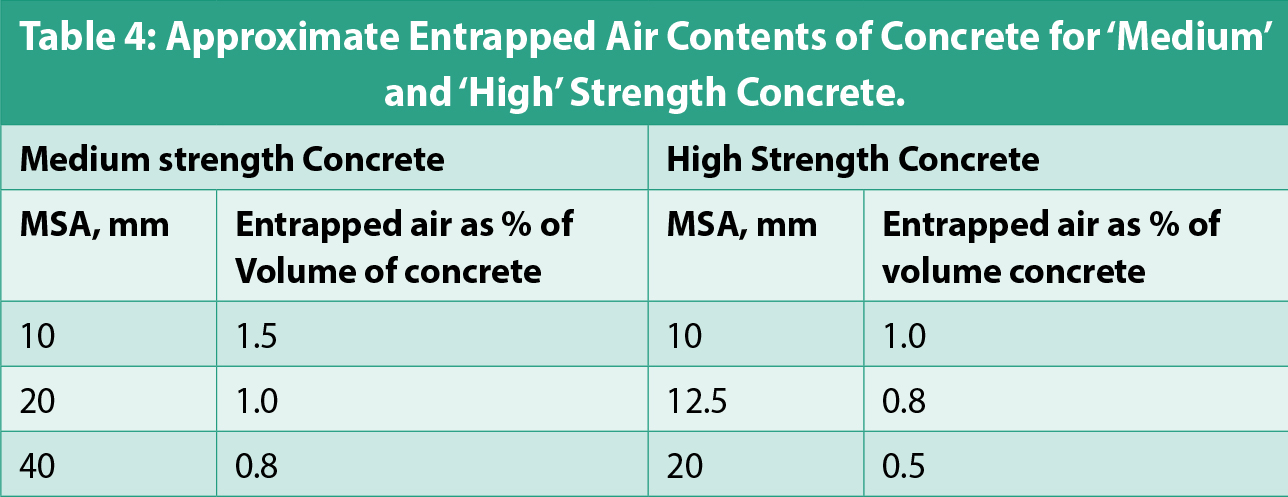
Note: It is suggested that the above values are approximate and the actual air content of concrete may be measured at the sites of construction and used in the mix design calculations.
Once the W/c ratio and mixing water content decided, the cement content of concrete is calculated. If mineral admixture e.g. fly ash, Ground Granulated Blast furnace Slag (GGBS) or silica fume is used, their percentage by weight of total cementitious materials can be based on project requirement. For example, minimum 25% fly ash or minimum 50% GGBS for hydro-electric project is required to combat the deleterious alkali-silica reaction in concrete. Silica fume, 5-10% can be used for abrasion resistance and to increase the strength of concrete. The silica fume is used as part replacement of cement and its proportion is 5-10% of the cement content of the mix, as per IS 4562.
When fly ash is 20% or more and GGBS is 30% or more, to get the equal 28-day strength of concrete, the total cementitious material content is to be increased by 10%. Generally GGBS content is much higher these days, may be more than 50%. In coastal environment for concrete piles, 70% GGBS is required because of aggressive environment. In such case the increase in total cementitious materials content may have to be increased by more than 10%. This can be fixed based on experience and trials.
The cementitious material content so calculated and the w/c ratio or w/Cem ratio decided, shall be checked against the durability requirement as per IS 456, as shown in Table 5.
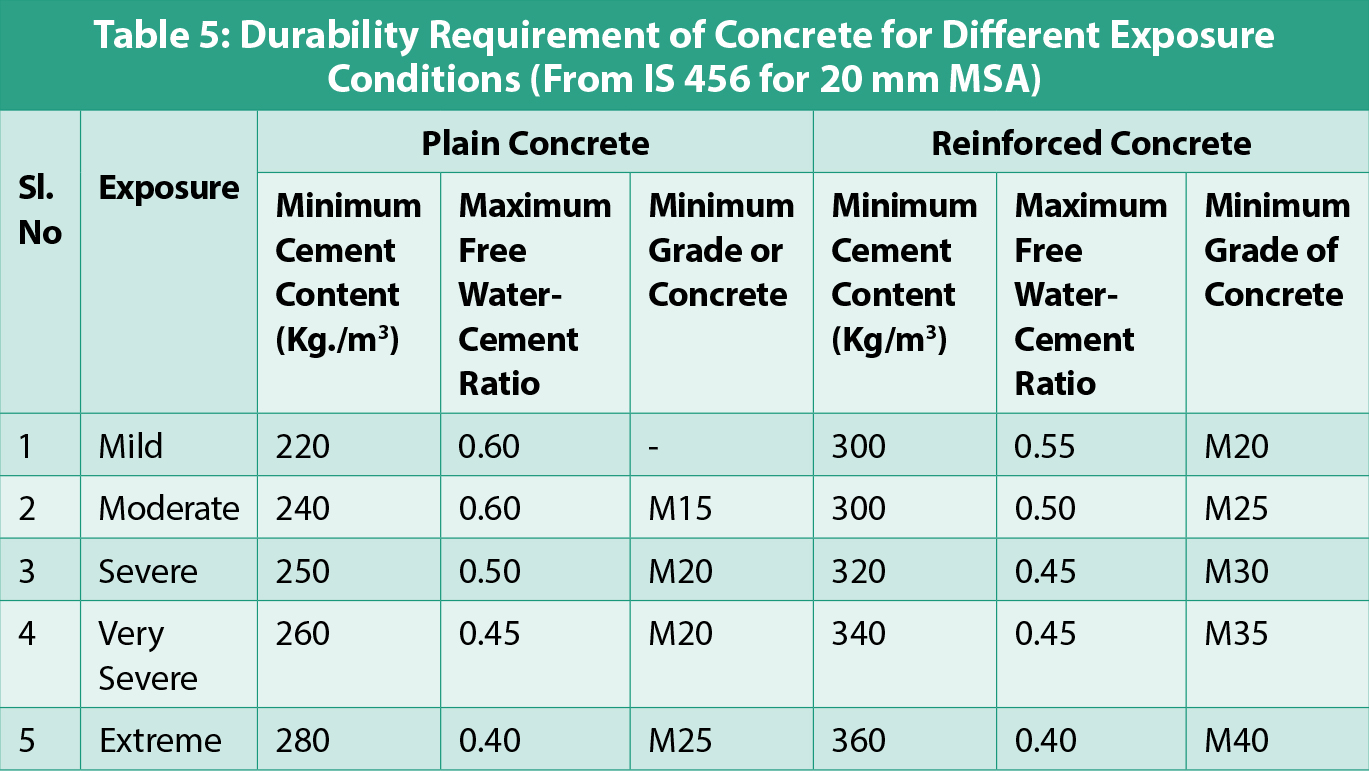
Note: The cement contents are irrespective of the grade and type of cement and is inclusive of additions i.e. mineral admixtures.
Adjustments
The following adjustments may be made to the minimum cement content for aggregates other than 20mm MSA.

The chemical admixture content may also be fixed by trials, to satisfy the workability requirement of concrete. The admixture must be compatible with the cement. If not, there will be segregation and bleeding of concrete. Next, the absolute volumes of these materials i.e. of cement, fly ash/GGBS/ silica fume, water and chemical admixture are calculated using their specific gravity values. The entrapped air content is % of volume of concrete as per Table 4. The remaining volume in a cubic metre of concrete is of (coarse aggregate + fine aggregate).
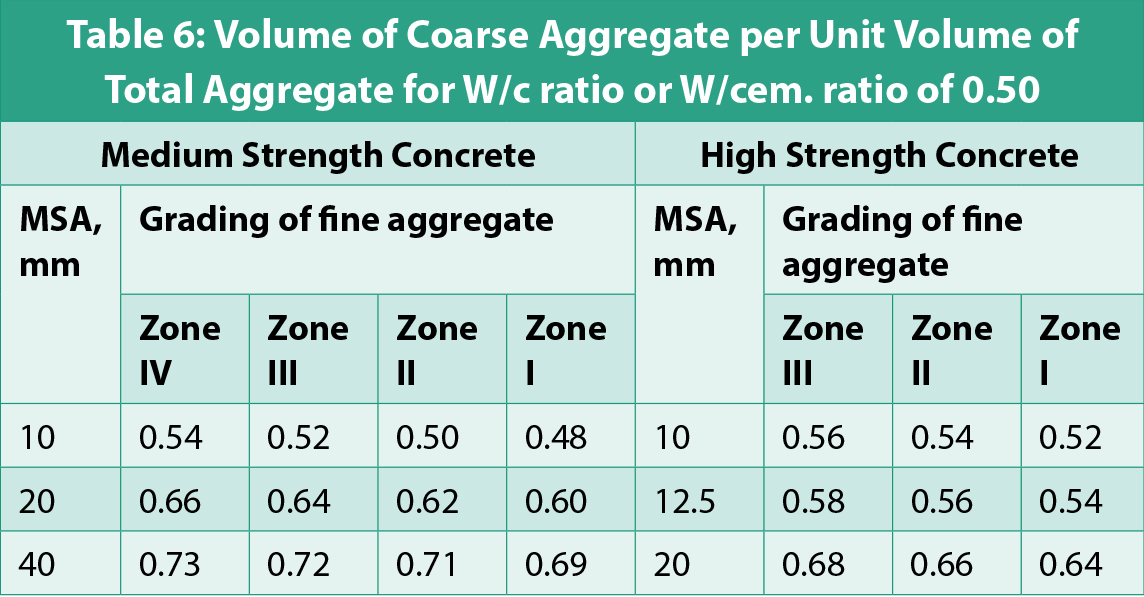
The absolute volume of coarse aggregate is decided based on MSA, and grading of fine aggregates (Table 6). These values are for the W/c or W/cem ratio of 0.50. For other values as decided based on target strength, the volumes need to be adjusted. The adjustments are as follows.
For every 0.05 decrease in w/c ratio or w/cem. ratio, the volume of coarse aggregate is to be increased by 0.01m3 and vice versa.
Notes:
- Volumes of aggregates are based on aggregates in saturated surface dry condition.
- Volumes are based on crushed rock angular aggregate.
- Suitable adjustments are required for aggregates of other shapes e.g. rounded or sub-angular aggregates.
- IS 3833 states that, fine aggregate conforming to grading zone IV shall not be used in reinforced concrete, unless tests have been made to ascertain the suitability of the proposed mix proportions.
- Crushed stone fine aggregate or mixed sand (natural sand + crushed stone) may need lesser fine aggregate content and therefore in that case, volume of coarse aggregate shall be suitably increased.
The fine aggregate for medium strength concrete is generally in the range of 28-40% for different MSA and are based on the grading of fine aggregate. Typically, for 20mm MSA, zone II grading, the fine aggregate content is 33%. For 40mm MSA, it is 28% and for 10mm MSA, it is 40%. IS456 states, ‘the proportion of fine aggregate should be adjusted from upper limit to lower limit progressively, as the grading of fine aggregate becomes finer and the maximum size of coarse aggregate becomes larger. Graded coarse aggregates shall be used.’ For coarse fine aggregate of zone I grading, the quantity of fine aggregate is to be increased by about 1.5%, and for finer grading, say zone III grading, the quantity of fine aggregate is to be reduced by about 1.5%, and for zone IV grading, the quantity of fine aggregate is to be reduced by about 3%. For rounded coarse aggregate, the quantity of fine aggregate is to be reduced by about 7%. For high workability concrete or pumpable concrete, however, the quantity of fine aggregate shall be 40% and higher, irrespective of the grading of fine aggregate. IS 383 permits crushed stone fine aggregate and mixed sand i.e. blend of natural sand and crushed stone fine aggregate to be used in concrete. With the above considerations and using table 6, the absolute volumes of coarse aggregate and fine aggregate are decided, and their quantities per cubic metre of concrete are calculated, using their specific gravity values, and trial mixes can be conducted.
Trial Mixes
The concrete mix proportions thus fixed for a cubic metre of concrete, are for Saturated Surface Dry (SSD) aggregates. (i) For dry aggregates, the quantity of mixing water shall be increased by the amount required for their absorption. Coarse aggregate may absorb about 0.5% water, and fine aggregate may absorb about 1% water. (ii) In case of wet aggregates, the quantity of mixing water is to be reduced by the amount of extra water available in coarse and fine aggregates, other than their absorption. In both the cases i.e. (i) and (ii), the quantity of aggregates (both coarse and fine aggregates) are to be adjusted properly.
For the first trial mix of 0.05m3 concrete, the workability shall be measured. There should not be any segregation or bleeding. That may be because of incompatibility of super plasticizer with the cement. Sometimes, concrete mix may not be cohesive and may need higher fine aggregate content. If the workability is not achieved, the mix needs to be adjusted with more water or more chemical admixture. With the modifications in the mix, the mix proportions shall be recalculated, keeping w/c ratio or w/cem ratio at the preselected value, to obtain the desired 28-day compressive strength of concrete. This will comprise Trial mix no. 1. Two more mix proportions with + 10% of the w/c ratio or w/cem. ratio shall be worked out, and the three concrete mixes are to be made simultaneously, one after another, and workability measured. If the desired workability is achieved, concrete cubes can be cast for 7-day and 28-day compressive strength concrete. With the lower w/c ratio or lower w/cem ratio, if the workability of concrete is less, the chemical admixture content may have to be increased marginally. with the test results of 28-day compressive strength of concrete of the three trial mixes, a relationship between w/c ratio or w/cem ratio and 28-day compressive strength of concrete can be plotted and the right w/c ratio or w/cem. ratio can be estimated for the target 28-day compressive strength of concrete. The finalized concrete mix proportions can be recommended for field trials.
For obtaining the recommendation on concrete mix proportions early, the accelerated strength testing can be carried out by ‘boiling water method’ as per IS 90134. In this method, 3 cubes from each trial mix i.e. total 9 cubes (along with their moulds) are to be normally cured in the laboratory for 23 hours under wet gunny bags and with cover plates fixed on them, to be placed in boiling water in a steel tank for 3½ hours. Next the cubes are removed from boiling water, cooled for 2 hours in the laboratory, and then de-moulded and tested for compressive strength. From the average accelerated strength of the three concrete mixes, the approximate 28-day compressive strength of concrete can be estimated from a relationship established beforehand. A typical correlation is shown in Fig. 2.

Fig. 2
Self-Compacting Concrete
The Self-Compacting Concrete (SCC) will have high workability, the workability measured by ‘slump flow test’, the slump flow5 being in the range of 550-850mm. the Maximum Size of Aggregate (MSA) can be 20mm. A smoother aggregate is preferred e.g. gravel aggregate or crushed gravel aggregate. The fine aggregate content will be higher in the range of 48-60%. The super plasticizer (polycarboxylate ether based) and a Viscosity Modifying Admixture (VMA) have to be used. The powder content (<0.25 mm size) of the mix will be in the range of 400-600 Kg/m3 of concrete. The water content is generally higher, 150-210kg/m3 of concrete. Fly ash content specified is 25-50% and GGBS content specified is 50-70%. The water-powder ratio will be 0.85 to 1.10 by volume. Typically for a M30 grade concrete for a high workability of 760-850mm slump flow, quantity of materials per cubic meter of concrete1 are : opc (43 grade) = 287kg, fly ash=155kg(35%), water = 190kg, super plasticizer = 0.6%, VMA=0.2%, water- powder ratio (by volume) = 0.99.
For low volume rural roads, IRC:SP:626 provides guidelines on self- compacting concrete, and suggests typical range of S.C.C. mix composition for M30 to M40 grades of concrete (Table 7). For village roads, the Guidelines suggests slump flow of 400mm and V-Funnel flow time5 of maximum 8 seconds.

Mass Concrete
Mass concrete generally refers to massive structures, e.g. foundations of bridge piers or high-rise building columns or concrete dams. In mass concrete, temperature of concrete due to heat of hydration of cement has to be lower. If the temperature difference within the mass of concrete is more than 200C, cracks may develop in concrete.
It is essential therefore to use 33-grade opc or Portland Pozzolana Cement or Portland Slag Cement, or (opc + fly ash) or (opc + GGBS) in mass concrete. Generally, lower grade of concrete is used in mass concrete. In foundation structures, grades of concrete are: M20 to M40. In concrete dams, the concrete grade is generally M10. Quantity of mineral admixtures are not fixed, but generally fly ash content can be about 20-30% and GGBS content can be about 50%. For resisting the deleterious alkali-silica reaction in hydro-electric project structures, the minimum fly ash content specified is 25% and minimum GGBS specified is 50%. In foundation structures, 40mm MSA should be used, and in concrete dams, the MSA can be 75mm/80mm or 150mm. IS 10262 provides the mix design procedure, considering mixing water content for different MSA, water-cement ratio Vs 28-day compressive strength of concrete (Fig.1) and air content similar to those of normal mix design procedure.
But the target 28-day compressive strength calculated shall be increased by 20% for concrete with 75/80 mm MSA, and 25% for concrete with 150mm MSA. This is to account for higher strength achieved after wet-screening the fresh concrete through 40mm sieve, for casting 150mm size cubes. This increase in strength is because, after wet screening of concrete, the mix becomes richer in cement content. A special requirement of mortar content of mass concrete has been specified (Table 8) based on American practice.

Roller – Compacted Concrete
The mix proportioning method for zero-slump roller- compacted concrete differs from the conventional concrete in that the moisture content of the concrete should be dry enough to support the weight of the vibratory roller and yet a cohesive concrete mix. Instead of fixing the water-cement ratio, the water content of the mix is fixed in the range of 4-7% by weight of total dry material. The optimum moisture content which gives maximum density shall be determined. For pavement concrete, the MSA is 16.5mm, whereas for concrete dams, the MSA can be 50 or 75mm. IRC: SP: 687 suggests fly ash content up to 35% and GGBS content up to 50%. In roller- compacted concrete dams, the fly ash content of 65% has been used. For pavement, the characteristic strength is 35 MPa for State and National Highways, whereas for rural road, it is 30 MPa. The corresponding flexural strength shall be 4 MPa and 3.8 MPa respectively.
Since, roller-compacted concrete dams are of low grade concrete, say M10, the cement content of concrete is considerably lower, than that of pavement concrete of M30 or M35. With 75mm MSA, Willow Creek dam concrete contained cementitious material of 66.5 kg/m3. The mixture containing 47.5 kg/m3 of cement plus 19.0kg/m3 of fly ash, developed compressive strength of 18.2 MPa at 1 year. Generally, roller- compacted concrete dams containing cementitious material content between 104 and 178 kg/m3 produced an average compressive strength of 13.8 to 20.7 MPa at the age of 90 days to 1 year8.
Fiber Reinforced Concrete
The Fiber-Reinforced Concrete (FRC) is generally used for impact and abrasion resistance, especially for concrete pavement or for factory floors or in defence applications, where blast resistance is required for buildings, defence installations, air field pavements and bridges. Steel or polypropylene fibers can be used. For pavements with steel or polymeric fibers, usually fiber reinforced concrete having characteristic of flexural strengths of 5 to 8MPa may be used. The maximum size of aggregate is generally of 20mm. The fiber dose is percentage by volume of concrete. The polypropylene fiber of 32 µm size at about 1.5 kg/m3 of concrete can be used in high strength concrete. The steel fiber 0.5 to 1.0% by volume of concrete (about 40-80kg/m3), crimped, hooked ends or trough shaped, dia. 0.5-1.0mm, and aspect ratio 50-100. The polypropylene fibers 0.50 to 2.0% by volume of concrete (about 4.5-18 kg/m3 of concrete), can be used. The specific gravity of steel is taken as 7.85 and that of polypropylene is taken as 0.91. Normally fibers of 20mm length give good performance. Fiber-reinforced concrete controls shrinkage-cracking, and is resistant to drying shrinkage. For resisting cracks in early hours (1 to 8 hours), polymeric micro fibers of 0.1 to 0.2% by volume i.e. about 0.90 kg/m3 to 1.8 kg/m3 of concrete has been used with success9. Fiber-reinforced concrete has been used to provide durable concrete pavements and bridge decks, with improved crack-resistance and reduced slab thickness.
In 1981-’82, R&D work was carried out on steel fiber reinforced concrete, on the development of different shapes of steel fibers, their aspect ratio, concrete mix design and applications in air field pavements10. Out of different shapes (straight, crimped, hooked and trough), trough shaped fibers were found to be most efficient in the development of flexural strength and toughness of concrete. On the mix design front, it was observed that, about 15% more volume of paste (i.e. cement + water) was required than that of conventional plain concrete. This is because, the fibers need more paste to coat them properly. The fine aggregate content is about 50%, and the aspect ratio of fibers of 80 gave maximum increase in the flexural strength of concrete. The conventional concrete mix with 40mm MSA was designed for 3.8MPa flexural strength. The mix had a cement content of 330 kg/m3, with a water-cement ratio of 0.48. For fiber-reinforced concrete, MSA of 20mm chosen, the cement content was 410 kg/m3 and a water-cement ratio of 0.65. ‘Trough’ shaped steel fibers of 106 kg/m3 (which is about 1.4% by volume of concrete), with dia. of 0.45mm was used. The concrete which developed a flexural strength of 7.0-8.0 N/mm2, was laid in the taxi tracks of the Indira Gandhi International airport, New Delhi. IRC: 1511 permits use of fiber- reinforced concrete to reduce shrinkage – cracking and to improve post-cracking residual strength of concrete pavements. For fibers and other details, the Code gives reference to IRC: SP: 469.
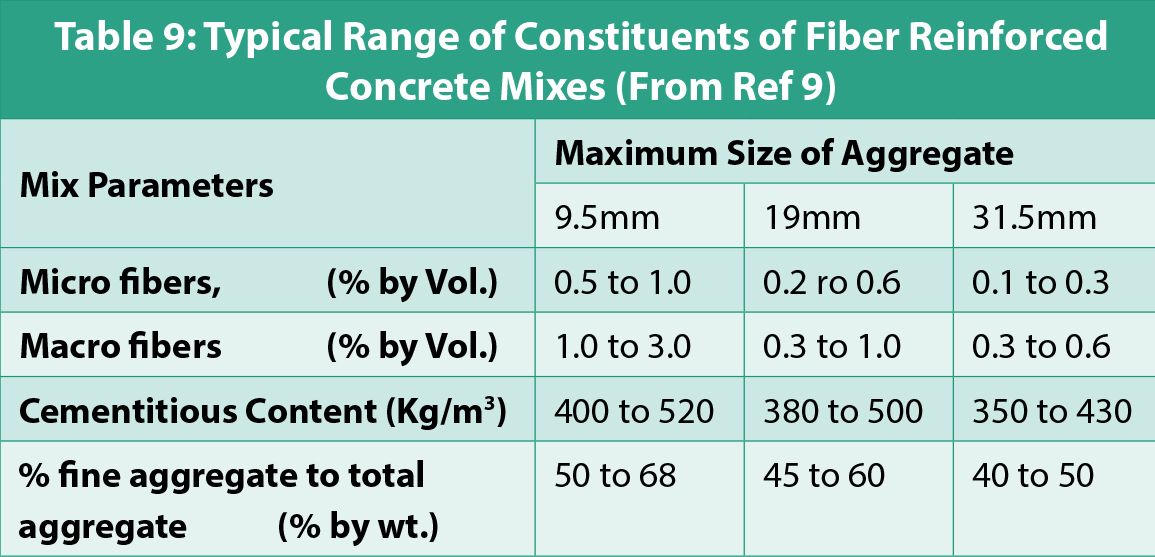
According to the guidelines of IRC: SP: 46, steel fibers should have an ultimate tensile strength of at least 800 MPa. Fibers can be straight or deformed. Fibers can be supplied loose or collated (i.e. glued with a water-soluble adhesive that dissolves during the mixing of concrete). Collated fibers have a lower tendency of balling. Sometimes, steel fibers are supplied with zinc coating. As a guide, for improved performance, steel fibers with hooked ends and having length of 50 to 60mm may be used. The polymeric fibers with low elastic modules are normally used to control plastic shrinkage cracking. Macro polymeric fibers of 30 to 60mm length of higher elastic modules, can increase the toughness and strength of FRC pavements. Macro fibers have diameter more than 0.2mm. Micro fibers are 12 to 40mm length and have diameter less than 0.2mm. Table 9 shows range of proportions of FRC for pavement applications, and the guidance is for an initial trial mix.
Pavement Concrete
Pavement concrete (for National and State highways) in generally of M40 grade. The corresponding flexural strength is 4.5 N/mm2. Rural low-volume roads are of M30 grade concrete. For National and State highways, the workability of concrete shall be 20 to 30mm slump, for concrete laid with slip form paver and 40 to 60mm for concrete laid with fixed-form paver11. For rural roads, a slump of 30 to 50mm has been suggested at the paving site for compaction by hand-operated machines6. The Guidelines for pavement with low-volume roads IRC: SP: 62 also suggests zero-slump roller compacted concrete, and high-workability self-compacting concrete, with super plasticizers and mineral admixtures e.g. fly ash, silica fume, rice husk ash, metakaoline and ground granulated blast furnace stag.
The pavement concrete shall contain both chemical admixtures and mineral admixtures. The maximum quantity of chemical admixture shall be 2% by weight of the cementitious materials (cement + fly ash/GGBS/silica fume). Fly ash up to 25% by weight of cementitious materials, and shall conform to IS 3812 (Part 1)12. The GGBS shall conform to IS: 671413 and up to 50% by weight of cementitious materials can be used with 43 grade or 53 grade OPC. The silica fume up to 10% by weight of OPC can be used, if specified in design for abrasion resistance. the Metakaoline of fineness of 700 to 900 m2/kg can be used up to 20%.
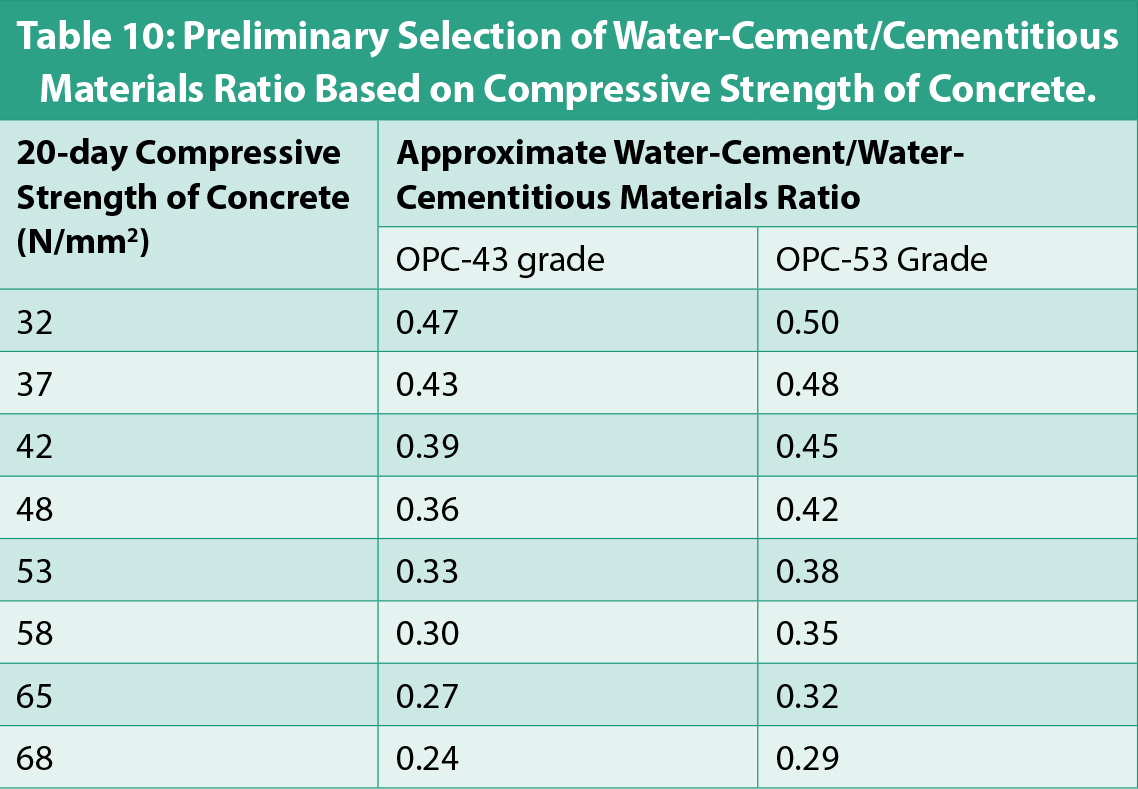
The MSA for pavement concrete shall be 31.5mm and the combined grading (of coarse aggregate + fine aggregate) for 31.5mm, 26.5mm and 19mm maximum sizes have been specified in IRC:1511, as well as in IRC:4414. IRC: 44 gives concrete mix design procedure based on 28-day compressive strength, as well as based on 28-day flexural strength. The suggested relationships (in the absence of an established relationship for the materials in hand) are shown in Table 10 and Table 11 respectively.
 |
 |
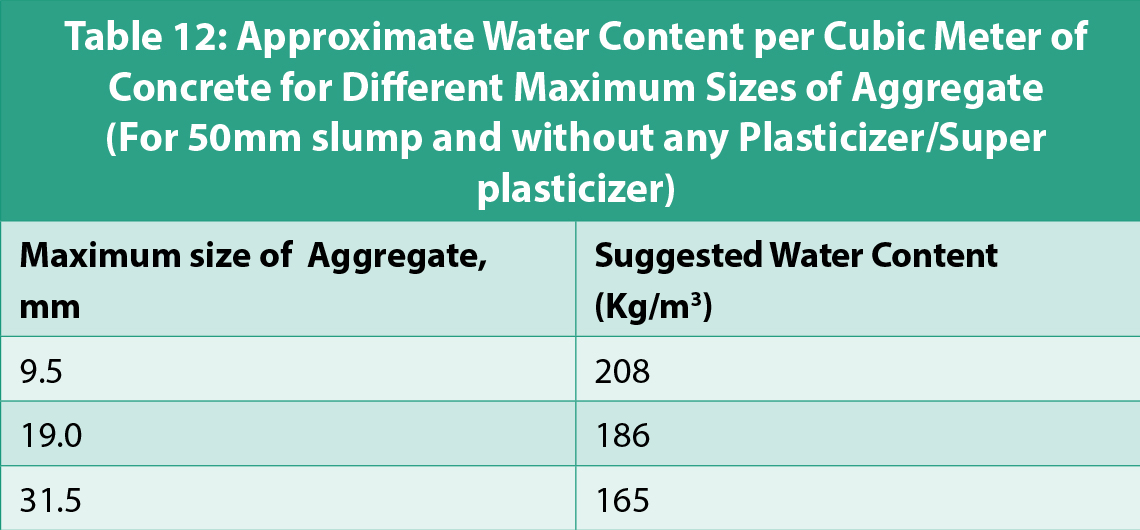
The approximate mixing water contents for different maximum sizes of aggregate are shown in Table 12.
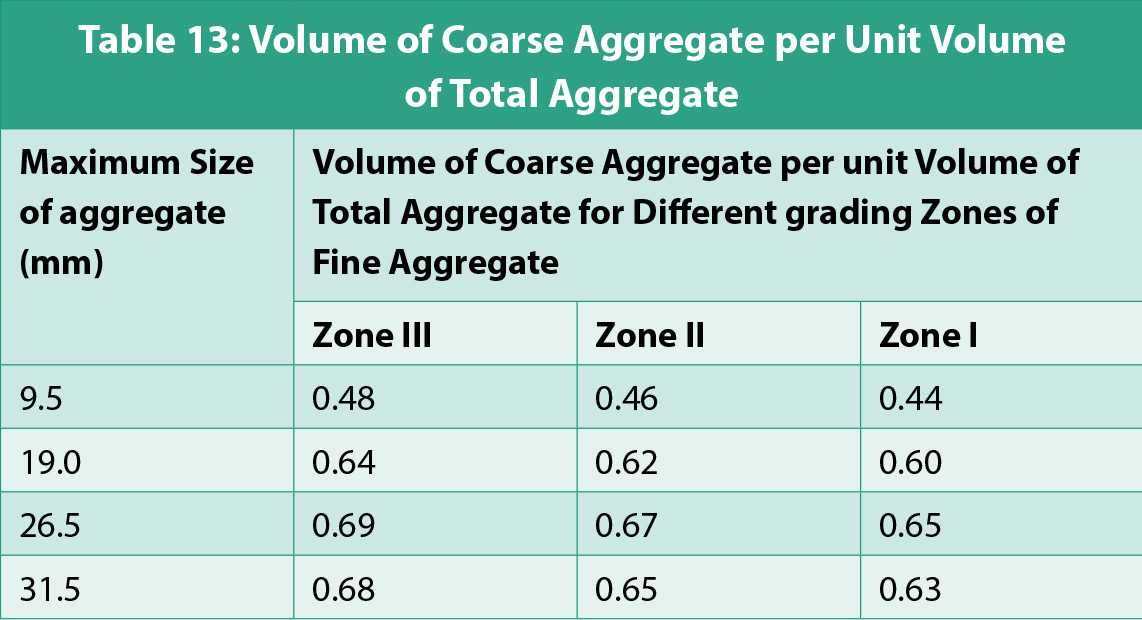
The Volume of coarse aggregate per unit volume of total aggregate for different MSA and different grading zones of fine aggregate is shown in Table 13.
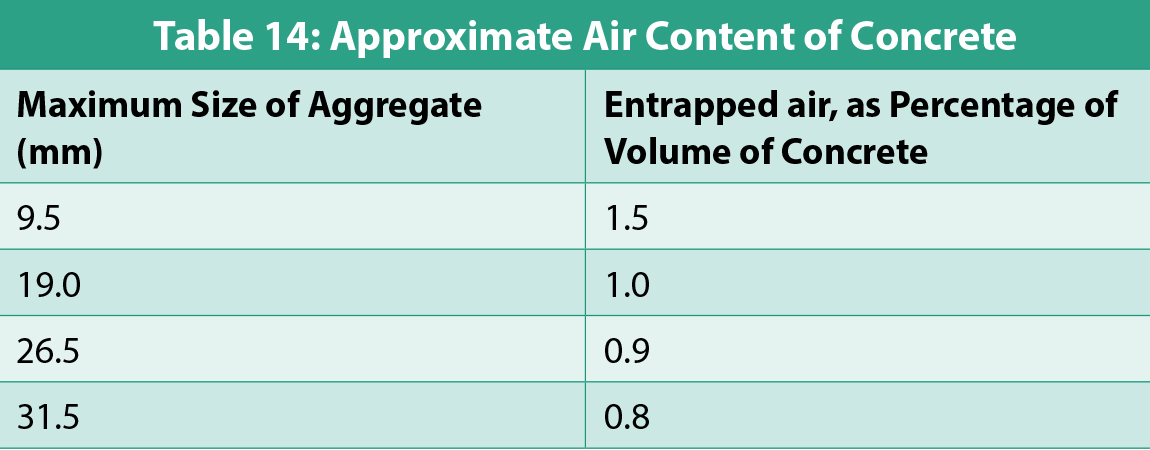
The quantities of different constituent materials per cubic metre of concrete are calculated by absolute volume method, considering the air content of concrete as shown in Table 14.
Concluding Remarks
The details on concrete mix proportions for different types of concrete have been highlighted. They are mostly based on Indian Standard recommended guidelines. The values of standard deviation suggested for high strength concrete of M65 and above are 6.0 N/mm2. This is on the higher side, as lower values are expected in practice, with better quality control in high-strength concrete. The entrapped air in concrete, as suggested in IS 10262 and IRC 44, for different MSA are also approximate. The values should be determined at the sites of construction, and actual values should be used in mix design calculations. The relationships (given in figure and tables) between water-cement ratio/ water-cementitious materials ratio Vs 28-day compressive strength/28-day flexural strength of concrete (for pavement concrete) are tentative and approximate. Therefore, if established relationships are available, they should be used for mix design.
For self-compacting concrete, the procedure of mix selection is based on European guidelines. The fly ash content (25-50%) and GGBS content (50-70%) as suggested in IS 10262 are on the higher side, and may not be correct. Such high mineral admixture content will reduce the strength of concrete. The mass concrete mix proportioning method suggested is based on American practice, where mortar content for different MSA and two types of aggregate (crushed rock and rounded gravel) have also been suggested. The zero-slump roller-compacted concrete mix proportioning method as suggested in IRC: SP: 68 for pavement concrete is much different. In this case, the water content is based on percentage of total dry material, including fly ash (up to 25%) or GGBS (up to 50%). But in roller-compacted concrete dams, the fly ash content of 50-65% is generally used.
The fiber reinforced concrete is basically for impact and abrasion resistance and for crack resistance. The fiber content is expressed as % by volume of concrete. The compressive strength of concrete increases marginally but the flexural strength increases by about 80-100% than that of plain concrete without fibers. The R&D work carried out at the Cement Research Institute of India in 1982 provides the details on the mix proportions of steel fiber reinforced concrete and its pavement –applications. But those days, super plasticizers were not available. So, concrete mix proportions suggested will undergo some changes, for fiber reinforced concrete with super plasticizers.
The pavement concrete mix proportions are marginally different from the mix proportions for structural concrete. This is mainly because in pavement, flexural strength is the main consideration. Different MSA (31.5mm, 26.5mm, 19.0mm and 9.5mm) are used in concrete pavements. The 33-grade opc and fine aggregate of grading zone IV are excluded. Although IRC 44 provides mix design procedures based on 28-day flexural strength and also based on 28-day compressive strength of concrete, it is always preferable to follow the 28-day compressive strength, to choose the mix proportions and then we can have correlation made between 28-day compressive strength and 28-day flexural strength on 30 specimens, on the materials in hand. This is because, the test method for flexural strength is not consistent, and can vary considerably.
References
- IS 10262 Indian Standard Concrete Mix Proportioning – Guidelines. Bureau of Indian Standards, New Delhi, 2019.
- IS-456 Indian Standard Code of Practice for plain and Reinforced Concrete, 2000 (with Amendments, 1,2,3,4 and 5). Bureau of Indian Standards, New Delhi.
- IS 383 Indian Standard Specification for Corse and Fine aggregate for Concrete. Bureau of Indian Standards, New Delhi, 2016.
- IS 9013 Indian Standard Method of Making, Curing and Determining Compressive Strength of Accelerated Cured Concrete Test specimens. Bureau of Indian Standards, New Delhi, 1978.
- IS 1199 (Part 6) Fresh Concrete – Methods of Sampling, Testing and Analysis. Part-6: Tests on Fresh Self Compacting Concrete. Bureau of Indian Standards, New Delhi, 2018.
- IRC: SP: 62 Guidelines for Design and Construction of Cement Concrete pavements for Low Volume Roads. Indian Roads Congress, New Delhi, 2014.
- IRC: SP: 68 Guidelines for Construction of Roller Compacted Concrete Pavements. Indian Roads Congress, New Delhi, 2020.
- Sapre, Sunil, Shivgunde, Someshekar And Kapadia, Himanshu. Roller Compacted Concrete, In Handbook On Advanced Concrete Technology, Narosa Publishing House, New Delhi, 2012, Pp.27.1 To 27.14.
- IRC: SP: 46 Guidelines for Design and Construction of Fiber Reinforced Concrete Pavements. Indian Roads Congress, New Delhi, 2013.
- CRI. Development of Steel fiber reinforced concrete RB-21-82. Cement Research Institute of India, New Delhi, January 1982, 35p.
- IRC: 15 Code of Practice for Construction of Jointed Plain Concrete Pavements. Indian Roads Congress, New Delhi, 2017.
- IS 3812 (Part 1) Indian Standard Specification for pulverized fuel Ash, for use as Pozzolana in Cement, Cement Mortar and Concrete. Bureau of Indian Standards, New Delhi, 2013.
- IS 16714 Indian Standard Specification for Ground Granulated Blast Furnace Slag for Use in Cement, Mortar and Concrete. Bureau of Indian Standards, New Delhi, 2018.
- IRC: 44 Guidelines for Cement Concrete Mix Design for Pavements. Indian Roads Congress, New Delhi, 2017.