 |
Mr Debendra Kumer Pandey |
 |
Mr Rajeeb Kumer |
Introduction
Concrete is the most used man-made construction material for construction due to its economic viability vis-à-vis other alternative building materials, local availability of raw materials, ease of usage, mouldability while wet, ultimate compressive strength and durability characteristics in hardened state. Durability of concrete structures depends upon the quality of raw materials, concrete manufacturing process, transportation, placing, compaction and curing of concrete. Concrete procured from Ready Mix Concrete (RMC) plants helps to ensure the quality of concrete and its manufacturing process. Deterioration of concrete structures is oftentimes impacted by factors like errors in design, poor concrete quality, poor workmanship, and environmental exposure etc. Such deterioration gives rise to the need of repairs and rehabilitation of concrete structures – both old as well as new structures in various sectors like buildings, bridges, roads, power plants etc. UltraTech Concrete has accumulated rich experience on selection and manufacture of suitable performance-oriented materials for such repairs and rehabilitation of concrete structures.
Need for Some Solutions
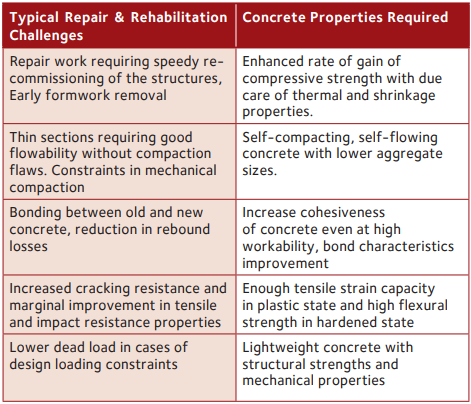
Repair and Rehabilitation projects pose challenges, which are usually different compared to new construction. These requirements often lead to predominance of a newer set of parameters in concrete specifications. Concrete in such applications is designed for various properties that complement the nature of the repair project. Repair work is typically required to be executed and completed for commissioning at within a limited timeframe. It may be also required to select concrete delivery systems, which do not cause hindrances to surrounding activities. The sections available for concrete are quite thin and complicated. Often all these requirements come coupled with constraint in existing loading calculations, thus limiting the allowable increase in sizes and densities. Depending on the ultimate end use of the structure as well as the technology used in construction, performance of repair concrete takes a new avatar, which integrates with various project requirements.
Concrete technology and material science have been growing in its ability to customize concrete properties relevant to specific applications. Various kinds of specialty materials in mineral admixtures, chemical admixtures and additives category are readily available for incorporation in mixes. Mineral admixtures often impact the long-term durability of concrete. Chemical admixtures are used to modify workability, flowability and thixotropy of the concrete. Accelerators are the chemicals, which are employed in the concrete mixtures to enhance the strength development process. Various kinds of fibres can be selected to impact the tensile strain capacity and cracking tendency. Polymers are often utilized to impact bonding characteristics of concrete.
 |
 |
Specifying the Concrete Performance
In order to avert the challenges posed by low entry barriers and possible dilution of product quality by unorganized players within the industry, the corporate RMC companies have embraced various quality and process certifications like ISO 9001, ISO 14001 and QCI. In future, it is anticipated that this trend will graduate into further scaling of processes, which are more focused towards green building construction and sustainable development. Being a major user of cement as well as alternative by-products like flyash, and slag, RMC manufacturers will be able to make tremendous contributions in this area. Because of waste generation issues, the industry would be forced to innovate and implement mechanisms to utilize internal and external waste productively in times to come. Application of world class management models and green product certifications will be the next step, which the forward-thinking RMC manufacturers are expected to venture into in future. Already IGBC and RMCMA are in the process of shortly launching GreePro certification for RMC products. Concrete manufacturers would also be expected to engage with end users in knowledge sharing regarding usage of energy efficient varieties of concrete.
Repair of Fire-distressed Commercial Building
Project Description: A Commercial building in Gurgaon was affected by the fire due to blast of an LPG cylinder. Columns of building were distressed and had developed hairline cracks. Sizes of column are 1200 by 1200 mm and Grade of concrete proposed was M40.
Problem: Columns were distressed and needed strengthening so that these would be able to take service load of the structure. It was decided to strengthen the columns by jacketing the same. The column size was increased by 50mm on each side. Concrete had to be poured into the narrow jacket 50 mm wide all around the existing columns. It was very difficult to use conventional concrete and yet ensure proper compaction even with the help of mechanical surface vibrator.
Solution: UltraTech concrete proposed to use self SCC due to its self-consolidating and homogeneous properties.
Mix Design: Maximum size of coarse aggregate was limited to 10 mm. Guidelines recommended by EFNARC1 were used for mix design and proportioning of M40 grade of SCC. The proportions of the ingredients used for M40 SCC for this work are shown in the following Table. Concrete was manufactured and supplied by UltraTech RMC plants under supervision of experienced concrete technologists.

Methodology of Repair: Surface preparation was done by chipping of all loose material from the cover region of the column. Holes of 100mm diameter were drilled in the slab just above the column jacket area for pouring of concrete. Epoxy- based bonding agent was applied between old and freshly poured concrete to ensure proper joint. The formwork was fixed around the columns up to slab level. SCC was poured through the holes provided on the slab.
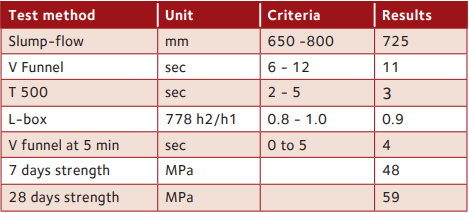
Results: The test results of fresh and hardened properties of M40 SCC used in this column jacketing work are displayed in the table below.

Column Strengthening to Accommodate Design Changes
Project Description: For a hotel project in IMT, Manesar, there were proposed changes in requirement of building after construction up to third floor. The client wanted a revolving dining hall in the hotel, which required a change in design loading and hence there was a requirement of strengthening of columns to bear the additional load. Grade of concrete was M50.
Problem: Columns of all three floors needed strengthening so that these could take service load of structure. It was decided by the structural engineer to increase the diameter of columns from 600mm to 750mm and suggested to use 16mm diameter reinforcing steel bars. Concrete had to be placed in the narrow jacket of 75mm width. It was very difficult to use conventional concrete and yet ensure compaction with help of just mechanical surface vibrators.
Solution: It was recommended to use SCC due to its self-compacting, filling ability and homogeneous properties.

Mix Design: Maximum size of coarse aggregate was limited to 10mm. Guidelines recommended by EFNARC were used for mix design and proportioning of M50 grade SCC. The proportions of the ingredients used for M50 SCC is given in the following table. Concrete was manufactured and supplied by UltraTech Concrete RMC plants under supervision of experienced concrete technologists and properties were tested as per European guidelines.
 |
Methodology of Repair: Surface preparation done by chipping of column as shown in Fig.1. Fixing and Anchoring of reinforcement after jacketing is shown in Fig.2 and 3. Make an opening of 100mm by 100mm in slab was drilled just above the column for pouring of concrete. Apply Epoxy based bonding agent between old and freshly poured concrete as shown in Fig.4. Fix the formwork around the column up to slab level as shown in Fig.5. Pour SCC through the opening done in slab.
 |
Results: Test results of fresh and harden properties of M50 grade SCC is given Table 4.
Repair of Industrial Flooring
Project Description: This is a case of repair of an industrial floor of a rubber tyre factory. Concrete of the floor was damaged, and the factory operates 24×7 and no time available for repairs. Normally it takes at least 7 days for relaying concrete and opening the floor for movement of forklifts etc.
Problem: Constraint of time. Client wanted to complete the repair work on the monthly maintenance day. There were just 24 hours available for dismantling, relaying, curing, and the compressive strength development of 30 MPa for newly placed concrete.
Solution: Recommended to use UltraTech RAPID due to its high early strength.
 |
 Step-6: Inspection of Floor next day 8.00 AM |
Mix Design: UltraTech RMC designed, manufactured and supplied this performance specified concrete from its RMC plants under supervision of experienced concrete technologists.
Methodology of Repair: Dismantling and Removal of old concrete of floor was the first step. Cleaning of floor was taken up to ensure proper dismantling, placement of Steel, pouring of new RAPID concrete, finishing of concrete, opening of floor for movement of Forklifts etc.
Results: Compressive strength of concrete 30 MPa at 12 hours and 50 MPa at 24 hours.
Pothole Filling and Resurfacing of Elevated Corridor Bridge Deck
Project Description: Potholes of depth 250mm, which were spread over 600 metres of a bridge deck were required to be filled and resurfaced at Nasik.
Problem: The major design challenge involved in the work was of filling medium strength material, but with limited increase in loading. This elevated corridor is a part of a heavy traffic national highway. Therefore, window of execution was limited.
Solution: UltraTech concrete development team proposed the usage of M25 grade structural lightweight concrete with flowable characteristics for this work. Design strength of concrete was expected to be achieved within 3 days to enable timely traffic clearance.
Mix Design: UltraTech RMC designed and supervised the implementation of this specialty concrete. The proposed mix was manufactured using artificial lightweight aggregates and other specialized chemical admixtures. The mix has been proportioned as per ACI 231R and IS 10262. Following are the specified proportions and stipulations:
|
 |
Methodology of Repair: Dismantling and Removal of deteriorated wearing course was followed by application of wire mesh. M25 grade Structural Lightweight with PP Fibre Concrete was placed as pavement repair concrete as per approved methodology. Above this filler concrete, bituminous overlay was casted within 3-7 days. Hence, composite pavement gained enough compressive and tensile strengths at the earliest. It was also expected to minimise cracking and spalling to avoid any future potholes under running loaded highway traffic.
Results: The test results of the concrete were reported as follows:
- 3 days strength – 20 MPa
- 7 days strength – 25 MPa
- 28 days strength – 30 MPa
- Equilibrium Density – 1,650 kg/m3
Conclusion
The new avatar of repairs and rehabilitation concrete, like UltraTech Rapid and other equivalent specialty concrete can be utilized at various sites to achieve a superior performance. Clear performance requirements translated into a properly proportioned concrete placed using correct methodology can turn deteriorated structures into fast, convenient and durable rehabilitated structures.